通過對一類通孔薄壁花鍵軸類零件的工藝改進,提升了加工效率及質量。將零件毛坯由原來的實心料改為空心料,并對后續的機械加工工藝過程進行相應的改進,解決了毛坯材料利用率低、加工周期長、零件加工過程中定位不可靠、零件同軸度不好的問題,提升了產品的加工質量和效率。
主離合器軸是拖拉機上的一個關鍵傳動零件,其零件結構特點為: 中空、薄壁,通孔貫通整個零件,單邊壁厚5mm左右,帶外花鍵,長徑比達10左右,其結構如圖1所示。采用實心毛坯制造時去除材料比例較大,內孔去除材料占40%以上,毛坯總去除材料約50%。此類零件加工時外圓采用車削進行加工,生產效率高; 通孔通常采用深孔鉆進行加工,加工效率極低,加工成本高,一直是此類零件的生產瓶頸,而且整個通孔是靠鉆削的方法加工出來的,內孔的粗糙度較差,加工應力較大,熱處理時零件變形大,產品質量難以有效控制,導致產品質量無法達到設計要求。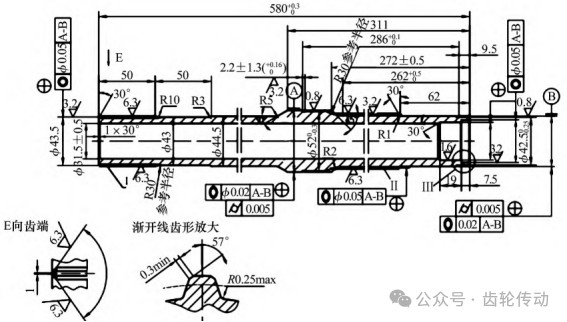
圖 1 某主離合器軸結構圖
為了解決此類零件內孔加工效率低、成本高、熱處理變形大、質量不達標的問題,經過調研和實際加工驗證,從零件毛坯的結構以及后序機械加工工藝流程的優化等方面進行研究,使這一問題得到了有效解決。
1 毛坯結構優化
通過進行市場調研,查閱相關資料,與毛坯供貨廠家溝通協商等,經過反復論證,最終確定對毛坯結構進行優化。通過將毛坯結構改為空心結構,取代了原來的實心毛坯,這樣不僅節省了材料,也減少了后續的深孔加工的瓶頸工序。將通孔在毛坯制造時完成,通過熱軋及冷拔等手段批量生產加工通孔,生產效率極高。這樣在后續的機加工過程中減少了通孔加工及輔助工序這些環節,必然會極大的提升生產效率; 由于零件內孔不再加工,內應力降低,零件在熱處理時相應的變形也會減小。
毛坯通孔加工方法:
(1)將熱軋圓鋼棒料加熱至1100℃, 利用專用模具沖頭等,將圓鋼軋制成空心管料。再將其加熱至850℃,退火去應力,降低硬度。通過加熱穿管軋制的方法可以細化鋼材的晶粒,并消除顯微組織的缺陷,從而使鋼材組織密實,力學性能得到改善,原材料中的氣泡、裂紋和疏松等缺陷,也可在高溫和壓力作用下被焊合,從而提升了毛坯的組織和機械性能。且此種空心管料已經標準化,市場采購較易獲得,熱軋毛坯管料如圖2所示。

圖 2 熱軋毛坯管料
(2)在常溫下,將合適的空心管料使用專用模具冷壓輥制成空心毛坯料。冷壓輥制時,先進行磷化、皂化等預處理,增加潤滑性,降低輥制時的摩擦力。空心管料外徑和孔徑經過冷壓輥制后變小,最終成型時與毛坯要求尺寸一致。將其加熱至400~500℃進行中溫回火去應力和降低硬度。通過該方法可以進一步提高鋼管的尺寸精度和表面光潔度,改善材質的機械性能等。
(3)根據毛坯圖要求的長度進行鋸床下料,將下好的毛坯料加熱至900℃ ,進行正火處理,進一步細化組織,控制硬度; 然后進行噴砂、酸洗、中和、除銹防銹等,再進行校直、檢驗等,最后成為合格毛坯。酸洗工序如圖3所示,校直工序如圖4所示。

圖 3 酸洗后的管料

圖 4 毛坯校直
2 機械加工工藝優化
毛坯問題解決后,如何加工又成為新的難題,原實心毛坯的工藝方案是銑兩端面后,開始打中心孔,再以中心孔定位車削外圓、外倒角等,并磨削外圓基準,以外圓和端頭外倒角定位加工通孔; 而新毛坯為空心管,首先無法做出中心孔,工藝安排不當時,會造成零件同軸度誤差較大,嚴重時影響裝配使用。新的毛坯形狀需要使用新的合理的加工工藝方案,新方案的實施,首先必須保證產品的質量,還需要提升生產效率。空心毛坯到貨后,首先使用的是銑打兩端面,然后采用立式鉆床加工60°定位中心孔,再以中心內孔為基準加工其它部位,這也是常規的加工方法,但此種加工方法在銑打兩端面時,會造成端面及內孔里存有翻邊毛刺,而這種毛刺往往不易去除,加工中心孔時容易偏心,如果再以中心孔為基準,必然影響后續加工質量,造成底孔與定位外圓的同軸度差。經過實踐驗證,此種方案存在較大問題,在整機試驗中主離合器軸與其通孔中裝配的副離合器軸干涉,造成副離合器分離的狀態下,動力輸出部分不停轉,需要經常進行拆車換件。而拆車換件過程也很繁瑣,需要將整個殼體從中間斷開,耗時耗力,還極易造成軸承和密封圈的損壞,拆車的綜合成本非常高,須盡快進行整改。通過仔細分析毛坯鍛打和冷加工的工藝過程,以基準一致為原則,保證內孔與外圓的同軸度為核心,進行工藝方案的改進調整。打破常規的先銑兩端面方案,改為先加工外圓及外倒角后再銑兩端面的方案,通過工藝改進,調整加工的先后順序,避免了人工去除毛刺的質量不穩定因素。使用毛坯兩端通孔的尖角作為粗基準,使用仿形車兩頂尖定位加工外圓及外倒角,端面銑床再以加工過的外圓為基準加工兩端面,由于對外圓預先進行了倒角加工,且倒角的長度比銑端面的余量大1~2mm,毛刺不會翻到外圓上,不影響后續數控車加工定位,雖然內孔在加工端面時會殘留毛刺,但不影響后續加工的定位基準和鏜孔加工。改進后的定位及加工方案如圖5所示。
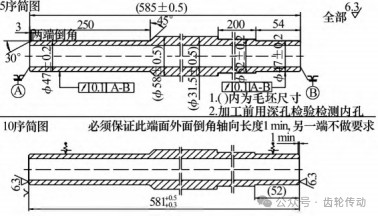
圖 5 改進后的定位及加工方案簡圖
采用帶中心架的數控車床精車一端加工時,卡盤一端夾持外圓,中心架夾持另一端外圓,加工端面及內外倒角,內孔處的上道工序留下的翻邊毛刺自然會被加工掉,60°內倒角為后續加工精基準,然后尾座頂尖頂到倒角上,松開中心架夾持,把一端外圓加工到合適的位置,精車一端簡圖如圖6所示。
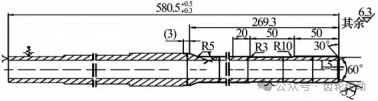
圖 6 精車一端簡圖
掉頭精車另一端,卡盤一端夾持精加工后的外圓,中心架夾持另一端外圓,加工端面、內孔及內倒角,同樣的這一端內孔的毛刺也會被加工掉,然后尾 座頂尖頂到內倒角上,松開中心架夾持,把這一端外圓加工到與另一端外圓接通的位置。再把中心架夾持上,移開尾座頂尖,把端頭孔精加工完成,精車另一端簡圖如圖7所示。
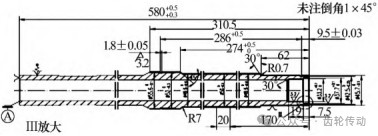
圖 7 精車另一端簡圖
批量檢驗結果,毛坯通孔與外圓的壁厚差穩定控制在0.1mm以內,外圓的相對于中心孔的同軸度在0.05mm以內,整個零件的尺寸和形位公差均高于原圖紙設計要求。在此過程中需注意,毛坯通孔與端面垂直度誤差不允許超出一定的值,一般要求控制0.15mm以內,否則會造成零件外圓與通孔的同軸度誤差較大,不滿足產品要求。為此還設計制作了毛坯通孔檢驗量棒,用于控制毛坯內孔的直線度和橢圓度。
實心毛坯及空心毛坯的主要加工方案如下:
(1)實心毛坯工藝方案
主要工序: 銑兩端面及打中心孔-粗車齒坯一端-粗車齒坯另一端-磨加工通孔基準-加工通孔-精車齒坯一端-精車齒坯另一端-銑一端花鍵-銑另一端花鍵-磨校直外圓-熱處理 (滲碳淬火+校直) -研磨中心孔-磨外圓等。
(2)空心毛坯工藝方案
主要工序:粗車齒坯一端-粗車齒坯另一端-銑兩端面-精車齒坯一端-精車齒坯另一端-銑一端花鍵-銑另一端花鍵-磨校直外圓-熱處理 (滲碳淬火+校直)-研磨中心孔-磨外圓等。
3 熱處理工序的驗證
通過實心和空心毛坯在熱處理后的情況對比,熱處理理化指標無大的差異,均能滿足工藝的要求,但空心毛坯加工的零件在熱處理變形控制上有較好的提升。花鍵M值熱后變化量對比: 使用空心軸類毛坯加工零件,變化較少。使用實心軸類毛坯加工零件,變化較大,證明零件在熱處理后使用空心毛坯的圓度變形較小。花鍵徑跳熱后變化量對比: 使用空心軸類毛坯加工零件,熱后校直更加容易,彎曲變形相對較小。使用實心軸類毛坯加工零件,變化較大,且無規律。零件的整體強度對比:空心毛坯加工的零件比實心毛加工的零件的整體抗扭強度高出近10% 。
4 成品檢驗及裝車驗證
針對裝車干涉問題,為此專門設計了模仿裝配的綜合檢具,跟蹤驗證階段,100%進行檢驗,零件檢測結論為合格率100%。此專用檢驗夾具,工藝穩定后不再100%進行檢驗,只用作抽檢。通過首次50臺的裝車驗證,未有1臺發生干涉的情況。接著又試裝了200臺車,仍然未發生一臺干涉的情況。累積跟蹤驗證1000臺的裝車,未發生一臺次干涉造成副離合器分離的狀態下,動力輸出部分不停轉的情況。
5 結論
(1)毛坯選擇從實心毛坯改為空心管料毛坯,毛坯重量減少,節省了原材料20%以上。還減少了通孔加工環節,及其輔助工序,解決了此零件加工的最大生產瓶頸,一共減少了3道工序,極大提升了生產效率,整體加工效率約為原來的3倍。
(2)加工質量方面,對比實心毛坯及空心毛坯的熱處理前后的實測數據,花鍵的M值、徑向跳動及齒向等花鍵精度都有較大提升。
(3)推廣應用方面,采用空心毛坯及新工藝方案的實施,產品的加工效率及質量均得到提升,按此工藝方案推廣到其它同類零件上,并推廣到不同材料的零件,如40Cr,42CrMo等材料。帶通孔薄壁花鍵軸類零件的制造工藝革新,解決了軸類零件通孔加工瓶頸,熱處理易變形等諸多問題; 新類型毛坯使用的新型加工方法解決了零件上翻邊毛刺去除難,定位基準容易出現偏差的定位不準問題,同時最大限度的修正了內孔相對于外圓的同軸度; 且廣泛推廣到同類型零件上,為公司取得了極好的成效。經過驗證,用空心軸類毛坯制造的零件,各方面的成品精度都優于實心軸類毛坯制造的零件,是值得推廣的新行工藝方法。
參考文獻 :略
主離合器軸是拖拉機上的一個關鍵傳動零件,其零件結構特點為: 中空、薄壁,通孔貫通整個零件,單邊壁厚5mm左右,帶外花鍵,長徑比達10左右,其結構如圖1所示。采用實心毛坯制造時去除材料比例較大,內孔去除材料占40%以上,毛坯總去除材料約50%。此類零件加工時外圓采用車削進行加工,生產效率高; 通孔通常采用深孔鉆進行加工,加工效率極低,加工成本高,一直是此類零件的生產瓶頸,而且整個通孔是靠鉆削的方法加工出來的,內孔的粗糙度較差,加工應力較大,熱處理時零件變形大,產品質量難以有效控制,導致產品質量無法達到設計要求。
圖 1 某主離合器軸結構圖
為了解決此類零件內孔加工效率低、成本高、熱處理變形大、質量不達標的問題,經過調研和實際加工驗證,從零件毛坯的結構以及后序機械加工工藝流程的優化等方面進行研究,使這一問題得到了有效解決。
1 毛坯結構優化
通過進行市場調研,查閱相關資料,與毛坯供貨廠家溝通協商等,經過反復論證,最終確定對毛坯結構進行優化。通過將毛坯結構改為空心結構,取代了原來的實心毛坯,這樣不僅節省了材料,也減少了后續的深孔加工的瓶頸工序。將通孔在毛坯制造時完成,通過熱軋及冷拔等手段批量生產加工通孔,生產效率極高。這樣在后續的機加工過程中減少了通孔加工及輔助工序這些環節,必然會極大的提升生產效率; 由于零件內孔不再加工,內應力降低,零件在熱處理時相應的變形也會減小。
毛坯通孔加工方法:
(1)將熱軋圓鋼棒料加熱至1100℃, 利用專用模具沖頭等,將圓鋼軋制成空心管料。再將其加熱至850℃,退火去應力,降低硬度。通過加熱穿管軋制的方法可以細化鋼材的晶粒,并消除顯微組織的缺陷,從而使鋼材組織密實,力學性能得到改善,原材料中的氣泡、裂紋和疏松等缺陷,也可在高溫和壓力作用下被焊合,從而提升了毛坯的組織和機械性能。且此種空心管料已經標準化,市場采購較易獲得,熱軋毛坯管料如圖2所示。
圖 2 熱軋毛坯管料
(2)在常溫下,將合適的空心管料使用專用模具冷壓輥制成空心毛坯料。冷壓輥制時,先進行磷化、皂化等預處理,增加潤滑性,降低輥制時的摩擦力。空心管料外徑和孔徑經過冷壓輥制后變小,最終成型時與毛坯要求尺寸一致。將其加熱至400~500℃進行中溫回火去應力和降低硬度。通過該方法可以進一步提高鋼管的尺寸精度和表面光潔度,改善材質的機械性能等。
(3)根據毛坯圖要求的長度進行鋸床下料,將下好的毛坯料加熱至900℃ ,進行正火處理,進一步細化組織,控制硬度; 然后進行噴砂、酸洗、中和、除銹防銹等,再進行校直、檢驗等,最后成為合格毛坯。酸洗工序如圖3所示,校直工序如圖4所示。
圖 3 酸洗后的管料
圖 4 毛坯校直
2 機械加工工藝優化
毛坯問題解決后,如何加工又成為新的難題,原實心毛坯的工藝方案是銑兩端面后,開始打中心孔,再以中心孔定位車削外圓、外倒角等,并磨削外圓基準,以外圓和端頭外倒角定位加工通孔; 而新毛坯為空心管,首先無法做出中心孔,工藝安排不當時,會造成零件同軸度誤差較大,嚴重時影響裝配使用。新的毛坯形狀需要使用新的合理的加工工藝方案,新方案的實施,首先必須保證產品的質量,還需要提升生產效率。空心毛坯到貨后,首先使用的是銑打兩端面,然后采用立式鉆床加工60°定位中心孔,再以中心內孔為基準加工其它部位,這也是常規的加工方法,但此種加工方法在銑打兩端面時,會造成端面及內孔里存有翻邊毛刺,而這種毛刺往往不易去除,加工中心孔時容易偏心,如果再以中心孔為基準,必然影響后續加工質量,造成底孔與定位外圓的同軸度差。經過實踐驗證,此種方案存在較大問題,在整機試驗中主離合器軸與其通孔中裝配的副離合器軸干涉,造成副離合器分離的狀態下,動力輸出部分不停轉,需要經常進行拆車換件。而拆車換件過程也很繁瑣,需要將整個殼體從中間斷開,耗時耗力,還極易造成軸承和密封圈的損壞,拆車的綜合成本非常高,須盡快進行整改。通過仔細分析毛坯鍛打和冷加工的工藝過程,以基準一致為原則,保證內孔與外圓的同軸度為核心,進行工藝方案的改進調整。打破常規的先銑兩端面方案,改為先加工外圓及外倒角后再銑兩端面的方案,通過工藝改進,調整加工的先后順序,避免了人工去除毛刺的質量不穩定因素。使用毛坯兩端通孔的尖角作為粗基準,使用仿形車兩頂尖定位加工外圓及外倒角,端面銑床再以加工過的外圓為基準加工兩端面,由于對外圓預先進行了倒角加工,且倒角的長度比銑端面的余量大1~2mm,毛刺不會翻到外圓上,不影響后續數控車加工定位,雖然內孔在加工端面時會殘留毛刺,但不影響后續加工的定位基準和鏜孔加工。改進后的定位及加工方案如圖5所示。
圖 5 改進后的定位及加工方案簡圖
采用帶中心架的數控車床精車一端加工時,卡盤一端夾持外圓,中心架夾持另一端外圓,加工端面及內外倒角,內孔處的上道工序留下的翻邊毛刺自然會被加工掉,60°內倒角為后續加工精基準,然后尾座頂尖頂到倒角上,松開中心架夾持,把一端外圓加工到合適的位置,精車一端簡圖如圖6所示。
圖 6 精車一端簡圖
掉頭精車另一端,卡盤一端夾持精加工后的外圓,中心架夾持另一端外圓,加工端面、內孔及內倒角,同樣的這一端內孔的毛刺也會被加工掉,然后尾 座頂尖頂到內倒角上,松開中心架夾持,把這一端外圓加工到與另一端外圓接通的位置。再把中心架夾持上,移開尾座頂尖,把端頭孔精加工完成,精車另一端簡圖如圖7所示。
圖 7 精車另一端簡圖
批量檢驗結果,毛坯通孔與外圓的壁厚差穩定控制在0.1mm以內,外圓的相對于中心孔的同軸度在0.05mm以內,整個零件的尺寸和形位公差均高于原圖紙設計要求。在此過程中需注意,毛坯通孔與端面垂直度誤差不允許超出一定的值,一般要求控制0.15mm以內,否則會造成零件外圓與通孔的同軸度誤差較大,不滿足產品要求。為此還設計制作了毛坯通孔檢驗量棒,用于控制毛坯內孔的直線度和橢圓度。
實心毛坯及空心毛坯的主要加工方案如下:
(1)實心毛坯工藝方案
主要工序: 銑兩端面及打中心孔-粗車齒坯一端-粗車齒坯另一端-磨加工通孔基準-加工通孔-精車齒坯一端-精車齒坯另一端-銑一端花鍵-銑另一端花鍵-磨校直外圓-熱處理 (滲碳淬火+校直) -研磨中心孔-磨外圓等。
(2)空心毛坯工藝方案
主要工序:粗車齒坯一端-粗車齒坯另一端-銑兩端面-精車齒坯一端-精車齒坯另一端-銑一端花鍵-銑另一端花鍵-磨校直外圓-熱處理 (滲碳淬火+校直)-研磨中心孔-磨外圓等。
3 熱處理工序的驗證
通過實心和空心毛坯在熱處理后的情況對比,熱處理理化指標無大的差異,均能滿足工藝的要求,但空心毛坯加工的零件在熱處理變形控制上有較好的提升。花鍵M值熱后變化量對比: 使用空心軸類毛坯加工零件,變化較少。使用實心軸類毛坯加工零件,變化較大,證明零件在熱處理后使用空心毛坯的圓度變形較小。花鍵徑跳熱后變化量對比: 使用空心軸類毛坯加工零件,熱后校直更加容易,彎曲變形相對較小。使用實心軸類毛坯加工零件,變化較大,且無規律。零件的整體強度對比:空心毛坯加工的零件比實心毛加工的零件的整體抗扭強度高出近10% 。
4 成品檢驗及裝車驗證
針對裝車干涉問題,為此專門設計了模仿裝配的綜合檢具,跟蹤驗證階段,100%進行檢驗,零件檢測結論為合格率100%。此專用檢驗夾具,工藝穩定后不再100%進行檢驗,只用作抽檢。通過首次50臺的裝車驗證,未有1臺發生干涉的情況。接著又試裝了200臺車,仍然未發生一臺干涉的情況。累積跟蹤驗證1000臺的裝車,未發生一臺次干涉造成副離合器分離的狀態下,動力輸出部分不停轉的情況。
5 結論
(1)毛坯選擇從實心毛坯改為空心管料毛坯,毛坯重量減少,節省了原材料20%以上。還減少了通孔加工環節,及其輔助工序,解決了此零件加工的最大生產瓶頸,一共減少了3道工序,極大提升了生產效率,整體加工效率約為原來的3倍。
(2)加工質量方面,對比實心毛坯及空心毛坯的熱處理前后的實測數據,花鍵的M值、徑向跳動及齒向等花鍵精度都有較大提升。
(3)推廣應用方面,采用空心毛坯及新工藝方案的實施,產品的加工效率及質量均得到提升,按此工藝方案推廣到其它同類零件上,并推廣到不同材料的零件,如40Cr,42CrMo等材料。帶通孔薄壁花鍵軸類零件的制造工藝革新,解決了軸類零件通孔加工瓶頸,熱處理易變形等諸多問題; 新類型毛坯使用的新型加工方法解決了零件上翻邊毛刺去除難,定位基準容易出現偏差的定位不準問題,同時最大限度的修正了內孔相對于外圓的同軸度; 且廣泛推廣到同類型零件上,為公司取得了極好的成效。經過驗證,用空心軸類毛坯制造的零件,各方面的成品精度都優于實心軸類毛坯制造的零件,是值得推廣的新行工藝方法。
參考文獻 :略