介紹了一種大型剖分式薄壁淬硬內齒圈的加工工藝,通過淬火前設計加高工藝臺階增強內齒圈齒形加工和感應淬火時的剛性,齒形加工采取對稱間齒銑齒的工藝方法控制內齒圈徑向變形,設計淬火后支撐工裝控制車加工及孔加工翹曲變形,實際加工表明該工藝方案能夠滿足內齒圈加工的要求。
某大型內齒圈,材料為42CrMo,內齒圈外徑Φ28600-2mm,內徑Φ2640+1.750mm,高度僅為25mm,凈重142kg,結構如圖1所示。
齒部為標準直齒,齒數Z=167,模數mn=16,齒面精度等級為10FH-GB/T10095,具有直徑大,壁厚薄,高度小,齒面、齒根淬硬的特點。
內齒圈的主要技術要求如下:
(1)毛坯要求采用鍛件,調質處理,硬度240~280HB。
(2)齒面、齒根高頻感應淬火,淬火硬度40~50HRC。
(3)內齒圈在端面 有安裝孔和定位孔,安裝孔規格60-Φ22均布,定位孔6-Φ16H7非均布。
(4)內齒圈沿齒根部位均分為兩段。
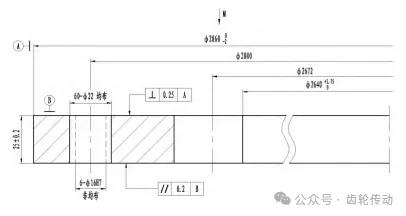
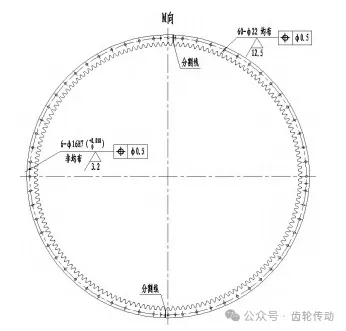
圖1 內齒圈結構示意圖(單位:mm)
綜合分析該內齒圈結構及技術要求,其主要制造難點為:
1)齒圈外徑Φ2860mm,內徑Φ2640mm,壁厚110mm,高度僅25mm,其內外徑比D/d≤1.143,屬于大型超薄壁類片狀齒圈零件,加工過程中極易翹曲變形。
2)該內齒圈要求齒面、齒根高頻感應淬火,且淬火硬度40~50HRC。
由于內齒圈直徑、模數較大,感應淬火只能采用單齒連續感應淬火法,但齒面寬度僅有25mm, 感應淬火無法保證齒寬兩端淬火硬度。
內齒圈制造工藝設計
加工工藝流程分析:常規分段淬硬內齒圈加工工藝流程為:鋼錠下料→加熱→油壓機墩粗、沖孔→碾環機碾環→正火→粗車→調質→半精車→硬度、力學性能檢測→超聲波探傷→進廠驗收→半精車→齒加工→齒廓、齒棱倒角→齒部感應淬火→去應力回火→齒部硬度檢測→齒部磁粉探傷→精車端面、外徑→孔加工→線切割。
該內齒加工工藝流程可參照上述工藝流程執行。
在內齒圈加工流程中,對內齒圈翹曲影響較大的工序為齒加工和齒部感應淬火工序。
為了減少內齒圈齒加工和齒面高頻感應淬火造成的翹曲,采用對內齒圈軸向兩端加高的工藝方案,提高內齒圈的軸向剛性。
根據以上分析,制定大型剖分薄壁窄齒寬淬硬內齒圈加工工藝流程如下:
鋼錠下料→加熱→油壓機墩粗、沖孔→碾環機碾環→正火→粗車→調質→半精車→硬度、力學性能檢測→超聲波探傷→進廠驗收→半精車成形→粗銑齒→精銑齒→齒部感應淬火→去應力 回火→齒部硬度檢測→齒部磁粉探傷→車加高端面、外徑→精車端面→孔加工→齒廓倒角→線切割。
內齒圈淬火前加工方案設計:內齒圈要求毛坯采用環鍛件,需要使用碾環機碾制, 目前碾環機軸向碾制錐滾間隙為80~90mm,即內齒圈鍛件毛坯最小高度為80~90mm,毛坯高度在以上范圍之間,不會增加鍛件采購成本。
由于內齒圈要求粗車后調質處理,為滿足鍛件交貨要求,淬火前毛坯高度定為70mm為宜。
由于內齒圈齒面、齒根高頻感應淬火,硬度40~50HRC,如果齒部加高到70mm,淬火后車削齒部端面時,由于齒部硬度高,且車削過程不連續,車刀受較大沖擊力,容易造成車刀刀片破損,加工困難,生產成本高,
因此齒形部位兩端面淬火前留量不能太大,結合高頻感應淬火工藝要求,齒形部位端面單邊工藝留量定為3mm,綜上所述,內齒圈淬火前車加工形狀及尺寸如圖2所示。

圖2 內齒圈淬火前加工示意圖(單位:mm)
齒形加工工藝設計:內齒圈齒輪精度等級要求為10FH-GB/T10095,齒部(齒面、齒根)高頻感應淬火后不再加工。
為保證齒精度等級,參照我司風電變槳軸承齒輪加工經驗,內齒圈中頻感應淬火后會出現變形,公法線長度尺寸變小,感應淬火后齒形不再進行加工的內齒圈齒輪精度等級比成品精度提高一個等級,公法線長度尺寸按圖紙公差帶上差控制,淬火后的齒輪精度等級就可滿足圖紙要求。
因此,內齒圈齒形加工時精度等級按9級控制,公法線長度控制在911.55~911.95mm之間,高頻感應淬火后的內齒圈精度能夠滿足圖紙要求。
齒形加工設備選擇,內齒圈的齒形加工有兩種加工方式,插齒機插齒和數控銑齒機銑齒。
插齒加工時內齒圈會受到插齒刀切削時產生的較大軸向力,造成變形翹曲,為了降低內齒圈翹曲變形量,齒形加工設備采用數控3m高速數控銑齒機SKXC-3000W加工。
為降低加工過程中產生的應力和控制內齒圈直徑變形,根據公司齒加工經驗,齒形加工工藝如下:
(1)根據內齒圈直徑,調整數控銑齒機工裝支點。
(2)用天車將內齒圈吊放在銑齒機支點上,找正內齒圈內徑,找平端面,在支點處用壓板壓緊內齒圈端面。
(3)輸入內齒圈齒數,采用對稱間齒銑齒法(銑齒時,以第一個齒槽為0°,第二次銑180°位置齒槽,第三次銑90°齒槽,第四次銑270°齒槽,往復循環加工,如圖3所示,采用此法可有效減少銑齒時齒圈徑向變形),粗開齒,測量齒公法線長度,余量1~1.5mm。
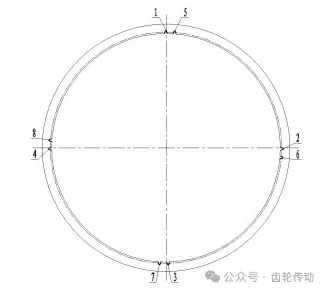
圖3 內齒圈粗銑齒槽加工順序示意圖
(4)松壓板,釋放應力。
(5)以粗開齒節圓找正,找平端面,端面壓板壓緊。
(6)以對稱間齒銑齒法精銑齒。
(7)松壓板,測量齒公法線和節圓跳動。
(8)齒廓、齒棱倒角。
齒淬火后車加工工藝:內齒圈齒部高頻淬火后,先將兩端面加高工藝臺階車平,再將外徑車加工至成品尺寸,車加工工藝圖形如圖4所示(圖中粗實線為車加工部位),車加工設備采用數控立車GTC35060tg加工,為控制內齒圈車加工翹曲和裝夾變形,采取以下工藝措施。
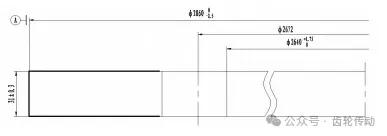
圖4 內齒圈淬火后半精車示意圖(單位:mm)
增加工藝支點,數控立車GTC35060tg工作臺共有12條T型槽,一般立車加工時使用4個工藝支點,為了控制車加工時內齒圈段端面翹曲,將所有T型槽安裝工藝支點,共12個,增加內齒圈抵御加工時軸向變形的能力。
裝夾時,找正內齒圈節圓,卡爪不受力或輕微受力,僅起徑向定為作用,用工藝壓板在支點上方壓緊。
內齒圈兩端工藝加高臺階車除后,此時內齒圈高度只有31mm,剛性很差,在車加工端面時,極易變形翹曲。
為了控制車加工端面變形量,設計端面支撐工裝,增加內齒圈剛性,工裝形狀如圖5所示。
工裝外徑比內齒圈外徑大20mm,內徑與內齒圈內徑相同,采用內止口與內齒圈外徑定位,定位高度10mm,徑向定位直徑根據內齒圈精車后實測尺寸配做,間隙0.15~0.20mm。
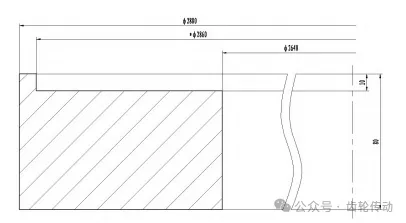
圖5 支撐工裝結構示意圖(單位:mm)
根據文獻[3]提供的徑向間隙消除方法,在內齒圈外徑與工裝內止口塞入厚度為1/2配合間隙的薄銅片或塞尺片,消除內齒圈與支撐工裝徑向配合間隙。
裝夾工裝內徑,找正內齒圈節圓,找正后用壓板從外徑(或內徑)在端面壓緊內齒圈,壓板壓緊位置不能超過內齒圈壁厚中心。車內齒圈端面。
由于端面有壓板壓緊,待端面車削約1/2寬度時,停機調換壓板位置,將壓板從內徑(或外徑)壓緊。
注意調換壓板位置時,為了防止內齒圈位置變動或壓板受力不均造成的變形,需要先在要調換壓板對面位置先用一個壓板壓緊內齒圈已加工端面后,再松開需要調換的壓板,按此方法調換全部壓板。
壓板調換完畢,接刀車平內齒圈端面。端面車加工工藝如下:
(1)車一端面加強臺階。
(2)翻面,車另一端面加強臺階,車外徑。
(3)松卡爪,將內齒圈吊裝在支撐工裝上找正齒節圓, 端面壓板壓緊,車端面。
(4)翻面,車另一端面。
(5)倒角,去毛刺。
孔加工工藝:內齒圈安裝孔、定位孔要求位置度 Φ0.5mm,其 中定位孔要求孔壁表面粗糙度≤Ra3.2μm。
由于內齒圈在鉆孔時,外形已經車加工到成品尺寸,高度只有25mm。
內齒圈孔加工受力分析:孔加工時內齒圈受鉆頭施加的軸向力和自身重力,兩者方向相同,會造成內齒圈軸向向下變形產生翹曲。
為控制內齒圈在孔加工時產生翹曲和保證孔位置度、粗糙度,采取以下工藝措施:
(1)孔加工使用車加工支撐工裝,提高內齒圈剛性,防止翹曲。
(2)孔加工設備采用5m數控鉆銑加工中心SKZX-5050加工,提高孔加工位置精度和孔表面粗糙度。
鉆孔前內齒圈支撐工裝下端面采用8個等高支點支撐,找平端面,在支點上方用工藝壓板壓緊內齒圈端面;鉆孔時,以外齒圈外徑作為孔加工的找正基準。具體工藝步驟如下:
(1)安裝調平8個等高支點。
(2)將內齒圈與支撐工裝組合,并用天車吊放在支點上。
(3)在支點上方用壓板從內徑方向壓緊內齒圈。
(4)鉆定位孔6×Φ16H7和安裝孔60-Φ22。
(5)倒角,去毛刺。
剖分工藝:內齒圈孔加工完成后,外協按圖紙要求在兩齒槽部位進行線切割分段,線切割采用慢走絲工藝。
剖分后檢查安裝孔位置度和剖分部位齒公法線長度,如果有變形,可進行整形處理。
精度檢測:對剖分后的分段內齒圈進行成品檢測,加工完成的剖分窄齒寬淬硬內齒圈成品檢測結果如表1所示。
對mn=16,高度為25mm的剖分內齒圈采用淬火前端面設計工藝加高臺階、增加定位支點、配合精車、鉆孔使用輔助支撐工裝的工藝方案,既能控制內齒圈齒加工和齒部感應淬火翹曲變形,又能夠降低車加工難度,能夠滿足薄壁片狀內齒圈的圖紙要求。
參考文獻:略。
作者簡介:謝亞東(1985—),男,漢族,山東菏澤人,工程師,研究方向:重大型軸承及風電主軸承加工工藝。
概 述
某大型內齒圈,材料為42CrMo,內齒圈外徑Φ28600-2mm,內徑Φ2640+1.750mm,高度僅為25mm,凈重142kg,結構如圖1所示。
齒部為標準直齒,齒數Z=167,模數mn=16,齒面精度等級為10FH-GB/T10095,具有直徑大,壁厚薄,高度小,齒面、齒根淬硬的特點。
內齒圈的主要技術要求如下:
(1)毛坯要求采用鍛件,調質處理,硬度240~280HB。
(2)齒面、齒根高頻感應淬火,淬火硬度40~50HRC。
(3)內齒圈在端面 有安裝孔和定位孔,安裝孔規格60-Φ22均布,定位孔6-Φ16H7非均布。
(4)內齒圈沿齒根部位均分為兩段。
圖1 內齒圈結構示意圖(單位:mm)
內齒圈制造工藝分析
綜合分析該內齒圈結構及技術要求,其主要制造難點為:
1)齒圈外徑Φ2860mm,內徑Φ2640mm,壁厚110mm,高度僅25mm,其內外徑比D/d≤1.143,屬于大型超薄壁類片狀齒圈零件,加工過程中極易翹曲變形。
2)該內齒圈要求齒面、齒根高頻感應淬火,且淬火硬度40~50HRC。
由于內齒圈直徑、模數較大,感應淬火只能采用單齒連續感應淬火法,但齒面寬度僅有25mm, 感應淬火無法保證齒寬兩端淬火硬度。
內齒圈制造工藝設計
加工工藝流程分析:常規分段淬硬內齒圈加工工藝流程為:鋼錠下料→加熱→油壓機墩粗、沖孔→碾環機碾環→正火→粗車→調質→半精車→硬度、力學性能檢測→超聲波探傷→進廠驗收→半精車→齒加工→齒廓、齒棱倒角→齒部感應淬火→去應力回火→齒部硬度檢測→齒部磁粉探傷→精車端面、外徑→孔加工→線切割。
該內齒加工工藝流程可參照上述工藝流程執行。
在內齒圈加工流程中,對內齒圈翹曲影響較大的工序為齒加工和齒部感應淬火工序。
為了減少內齒圈齒加工和齒面高頻感應淬火造成的翹曲,采用對內齒圈軸向兩端加高的工藝方案,提高內齒圈的軸向剛性。
根據以上分析,制定大型剖分薄壁窄齒寬淬硬內齒圈加工工藝流程如下:
鋼錠下料→加熱→油壓機墩粗、沖孔→碾環機碾環→正火→粗車→調質→半精車→硬度、力學性能檢測→超聲波探傷→進廠驗收→半精車成形→粗銑齒→精銑齒→齒部感應淬火→去應力 回火→齒部硬度檢測→齒部磁粉探傷→車加高端面、外徑→精車端面→孔加工→齒廓倒角→線切割。
內齒圈淬火前加工方案設計:內齒圈要求毛坯采用環鍛件,需要使用碾環機碾制, 目前碾環機軸向碾制錐滾間隙為80~90mm,即內齒圈鍛件毛坯最小高度為80~90mm,毛坯高度在以上范圍之間,不會增加鍛件采購成本。
由于內齒圈要求粗車后調質處理,為滿足鍛件交貨要求,淬火前毛坯高度定為70mm為宜。
由于內齒圈齒面、齒根高頻感應淬火,硬度40~50HRC,如果齒部加高到70mm,淬火后車削齒部端面時,由于齒部硬度高,且車削過程不連續,車刀受較大沖擊力,容易造成車刀刀片破損,加工困難,生產成本高,
因此齒形部位兩端面淬火前留量不能太大,結合高頻感應淬火工藝要求,齒形部位端面單邊工藝留量定為3mm,綜上所述,內齒圈淬火前車加工形狀及尺寸如圖2所示。
圖2 內齒圈淬火前加工示意圖(單位:mm)
齒形加工工藝設計:內齒圈齒輪精度等級要求為10FH-GB/T10095,齒部(齒面、齒根)高頻感應淬火后不再加工。
為保證齒精度等級,參照我司風電變槳軸承齒輪加工經驗,內齒圈中頻感應淬火后會出現變形,公法線長度尺寸變小,感應淬火后齒形不再進行加工的內齒圈齒輪精度等級比成品精度提高一個等級,公法線長度尺寸按圖紙公差帶上差控制,淬火后的齒輪精度等級就可滿足圖紙要求。
因此,內齒圈齒形加工時精度等級按9級控制,公法線長度控制在911.55~911.95mm之間,高頻感應淬火后的內齒圈精度能夠滿足圖紙要求。
齒形加工設備選擇,內齒圈的齒形加工有兩種加工方式,插齒機插齒和數控銑齒機銑齒。
插齒加工時內齒圈會受到插齒刀切削時產生的較大軸向力,造成變形翹曲,為了降低內齒圈翹曲變形量,齒形加工設備采用數控3m高速數控銑齒機SKXC-3000W加工。
為降低加工過程中產生的應力和控制內齒圈直徑變形,根據公司齒加工經驗,齒形加工工藝如下:
(1)根據內齒圈直徑,調整數控銑齒機工裝支點。
(2)用天車將內齒圈吊放在銑齒機支點上,找正內齒圈內徑,找平端面,在支點處用壓板壓緊內齒圈端面。
(3)輸入內齒圈齒數,采用對稱間齒銑齒法(銑齒時,以第一個齒槽為0°,第二次銑180°位置齒槽,第三次銑90°齒槽,第四次銑270°齒槽,往復循環加工,如圖3所示,采用此法可有效減少銑齒時齒圈徑向變形),粗開齒,測量齒公法線長度,余量1~1.5mm。
圖3 內齒圈粗銑齒槽加工順序示意圖
(4)松壓板,釋放應力。
(5)以粗開齒節圓找正,找平端面,端面壓板壓緊。
(6)以對稱間齒銑齒法精銑齒。
(7)松壓板,測量齒公法線和節圓跳動。
(8)齒廓、齒棱倒角。
齒淬火后車加工工藝:內齒圈齒部高頻淬火后,先將兩端面加高工藝臺階車平,再將外徑車加工至成品尺寸,車加工工藝圖形如圖4所示(圖中粗實線為車加工部位),車加工設備采用數控立車GTC35060tg加工,為控制內齒圈車加工翹曲和裝夾變形,采取以下工藝措施。
圖4 內齒圈淬火后半精車示意圖(單位:mm)
增加工藝支點,數控立車GTC35060tg工作臺共有12條T型槽,一般立車加工時使用4個工藝支點,為了控制車加工時內齒圈段端面翹曲,將所有T型槽安裝工藝支點,共12個,增加內齒圈抵御加工時軸向變形的能力。
裝夾時,找正內齒圈節圓,卡爪不受力或輕微受力,僅起徑向定為作用,用工藝壓板在支點上方壓緊。
內齒圈兩端工藝加高臺階車除后,此時內齒圈高度只有31mm,剛性很差,在車加工端面時,極易變形翹曲。
為了控制車加工端面變形量,設計端面支撐工裝,增加內齒圈剛性,工裝形狀如圖5所示。
工裝外徑比內齒圈外徑大20mm,內徑與內齒圈內徑相同,采用內止口與內齒圈外徑定位,定位高度10mm,徑向定位直徑根據內齒圈精車后實測尺寸配做,間隙0.15~0.20mm。
圖5 支撐工裝結構示意圖(單位:mm)
根據文獻[3]提供的徑向間隙消除方法,在內齒圈外徑與工裝內止口塞入厚度為1/2配合間隙的薄銅片或塞尺片,消除內齒圈與支撐工裝徑向配合間隙。
裝夾工裝內徑,找正內齒圈節圓,找正后用壓板從外徑(或內徑)在端面壓緊內齒圈,壓板壓緊位置不能超過內齒圈壁厚中心。車內齒圈端面。
由于端面有壓板壓緊,待端面車削約1/2寬度時,停機調換壓板位置,將壓板從內徑(或外徑)壓緊。
注意調換壓板位置時,為了防止內齒圈位置變動或壓板受力不均造成的變形,需要先在要調換壓板對面位置先用一個壓板壓緊內齒圈已加工端面后,再松開需要調換的壓板,按此方法調換全部壓板。
壓板調換完畢,接刀車平內齒圈端面。端面車加工工藝如下:
(1)車一端面加強臺階。
(2)翻面,車另一端面加強臺階,車外徑。
(3)松卡爪,將內齒圈吊裝在支撐工裝上找正齒節圓, 端面壓板壓緊,車端面。
(4)翻面,車另一端面。
(5)倒角,去毛刺。
孔加工工藝:內齒圈安裝孔、定位孔要求位置度 Φ0.5mm,其 中定位孔要求孔壁表面粗糙度≤Ra3.2μm。
由于內齒圈在鉆孔時,外形已經車加工到成品尺寸,高度只有25mm。
內齒圈孔加工受力分析:孔加工時內齒圈受鉆頭施加的軸向力和自身重力,兩者方向相同,會造成內齒圈軸向向下變形產生翹曲。
為控制內齒圈在孔加工時產生翹曲和保證孔位置度、粗糙度,采取以下工藝措施:
(1)孔加工使用車加工支撐工裝,提高內齒圈剛性,防止翹曲。
(2)孔加工設備采用5m數控鉆銑加工中心SKZX-5050加工,提高孔加工位置精度和孔表面粗糙度。
鉆孔前內齒圈支撐工裝下端面采用8個等高支點支撐,找平端面,在支點上方用工藝壓板壓緊內齒圈端面;鉆孔時,以外齒圈外徑作為孔加工的找正基準。具體工藝步驟如下:
(1)安裝調平8個等高支點。
(2)將內齒圈與支撐工裝組合,并用天車吊放在支點上。
(3)在支點上方用壓板從內徑方向壓緊內齒圈。
(4)鉆定位孔6×Φ16H7和安裝孔60-Φ22。
(5)倒角,去毛刺。
剖分工藝:內齒圈孔加工完成后,外協按圖紙要求在兩齒槽部位進行線切割分段,線切割采用慢走絲工藝。
剖分后檢查安裝孔位置度和剖分部位齒公法線長度,如果有變形,可進行整形處理。
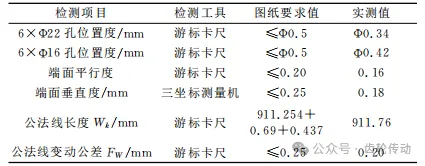
精度檢測:對剖分后的分段內齒圈進行成品檢測,加工完成的剖分窄齒寬淬硬內齒圈成品檢測結果如表1所示。
表1 內齒圈成品檢測結果
結語
對mn=16,高度為25mm的剖分內齒圈采用淬火前端面設計工藝加高臺階、增加定位支點、配合精車、鉆孔使用輔助支撐工裝的工藝方案,既能控制內齒圈齒加工和齒部感應淬火翹曲變形,又能夠降低車加工難度,能夠滿足薄壁片狀內齒圈的圖紙要求。
參考文獻:略。
作者簡介:謝亞東(1985—),男,漢族,山東菏澤人,工程師,研究方向:重大型軸承及風電主軸承加工工藝。