擺線輪作為RV減速器的核心零件之一,其加工精度和一致性的要求極高。從加工工藝裝備設計的角度出發,為擺線輪的每道加工工序設計特殊的加工工裝,通過工藝裝備與加工工藝相結合的方式,來保證擺線輪加工的精度和一致性。經過對產品的實際檢測結果統計分析,按照本套生產工藝生產出的擺線輪,產品滿足設計要求并且產品一致性良好。
0 引 言
RV減速器是一種精密的動力傳輸機構,廣泛應用于工業機器人、數控機床、醫療檢測設備、衛星接收系統等領域。它由兩級減速裝置組成: 第一級是漸開線圓柱齒輪行星減速機構,第二級是擺線針輪行星減速機構,形成一個封閉的差動輪系。擺線輪(圖1)作為第二級減速機構的關鍵部件,分為A、B 兩種型號,使用時兩種擺線輪成組配合使用,因此擺線輪在加工時除了要保證單片的加工精度,更重要的是控制好成組使用的擺線輪之間的一致性,才能保證RV減速器的運動精度和穩定性。
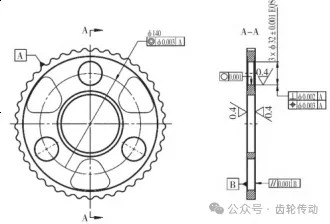
圖 1 擺線輪
目前,擺線輪的粗加工及熱處理工序由外協廠家完成,公司內完成后續的精加工工序。首先,對擺線輪的兩端面進行平磨,然后以平面為定位基準對軸承安裝孔進行鏜孔加工,最后以軸承安裝孔為定位基準進行擺線齒的磨齒加工。由于RV減速器擺線輪的精度要求極高,目前的加工精度達不到設計圖紙的要求,主要存在以下問題: 首先,產品合格率低。由于工藝編排不合理、生產設備的精度和穩定性不夠高,導致生產出的產品質量一致性不穩定,由于擺線輪熱處理后的變形,導致擺線輪平磨需要多次互為基準加工后平面度才能達到要求,并且成組使用的擺線輪需要加工完成后測量匹配才能使用。其次,生產效率低。鏜孔工序時的工裝是將擺線輪A、B 分開加工,并且鏜孔和磨齒都是單片加工,導致擺線輪組裝時需要挑選一致性較高的擺線輪,導致組裝效率低。基于上述問題,本研究主要從擺線輪精加工工藝的優化及工藝裝備的創新設計為切入點,來提高擺線輪的加工精度和生產效率。首先,參考了韓忠皓等以及鄭紅的研究,對生產工藝進行優化,在平磨工序后增加雙端面研磨的工序,提高擺線輪的厚度及平面度精度和一致性。其次,將生產設備更換成匹配產品精度的設備,并建造恒溫車間來保證設備運行精度,提高產品精度和生產效率。最后,為每道工序設計裝夾工裝,在保證加工精度的同時提高生產效率。該生產工藝及工裝裝備的應用,對于推動擺線輪的批量生產,確保產品加工質量,具有重要意義。
1生產工藝及生產設備的優化
1.1生產工藝的優化
擺線輪A、B兩種型號的生產工藝相同,生產過程中除了要保證單個擺線輪的加工精度,更要保證一組配對使用擺線輪之間的配合精度要求,比如平面度、一組擺線輪的安裝孔位置度和孔徑等。首先,優化擺線輪精加工生產工藝(圖2),在平磨工序后增加雙端研磨的工序,雙端研磨在加工時可對擺線輪兩端面同時加工,提高了擺線輪的平面度,且設備可同時加工多片擺線輪,在提高生產效率的同時提高了產品的一致性。

圖 2 擺線輪生產工藝
1.2生產設備的優化
目前國內生產的機床精度還無法滿足批量生產擺線輪的要求,因此需要采購進口的加工設備及刀具,來保證產品精加工的精度和一致性,如外圓磨床、平面磨床、數控鏜床及三坐標測量儀等,同時由于生產設備對運行環境的要求,將車間改造成恒溫車間,溫度穩定在22℃±0.5℃,在保證設備運行精度的同時,也可以保證產品的加工精度。
2 工裝設計
2.1平磨工裝
擺線輪的外協最后一道工序為熱處理,粗加工給精加工的端面預留量為0.1mm,由于熱處理后工件會不可避免的發生變形,如果精加工采用直接吸在磨床上進行平磨,會導致工件的形位公差超差,進而影響后續的工序加工。因此,需要設計一套工裝(圖3)來完成此工序的加工。此工裝利用標準的三爪卡盤改造,只需更換特制的卡爪即可,擺線輪在裝夾時,需保證每個卡爪的圓弧面與2個以上的擺線齒接觸。圖中的調整塊可以快速的調整擺線輪裝夾時的平面度,擺線輪夾緊后取掉調整塊進行磨削加工。工裝的夾緊力控制在5N·m,工件在裝夾后幾乎不會發生彎曲變形,可以保證擺線輪在第一面磨削完成松開后,加工面不會發生彎曲變形,磨第二面時便可以將第一面直接吸在磨床平臺上即可,不需要互為基準的多次磨削。要求平磨后擺線輪兩平面的平行度為0.01mm。
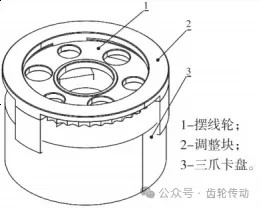
圖 3 平磨工裝
2.2雙端研磨
根據擺線輪的平行度和成套使用的擺線輪高度要求,使用雙端面研磨才能滿足其技術要求,并且雙端面研磨可以同時進行多片擺線輪的磨削,更適合產品的批量生產。此道工序主要需要保證零件的厚度和平行度。設備采用的雙端面精密研磨機,可同時對零件進行雙端面研磨,磨床與工裝配合后,可以讓擺線輪在圍繞磨床中心公轉的同時還能進行自轉,這樣使工件在研磨過程中整個表面受力均勻,產品尺寸及表面質量良好。為了保證配合使用的擺線輪厚度尺寸,需要將配合使用的擺線輪放在同一次研磨。
2.3珩磨工裝
此道工序需要完成擺線輪3個偏心軸配合孔的加工。為了保證擺線輪組之間的精度,需要將一組配合使用的擺線輪同時加工,因此需要設計工裝(圖4)來保證擺線輪組的裝夾精度和穩定性。設計工裝時首先應滿足同時裝夾一組擺線輪(擺線輪A和擺線輪B),并且可以保證2片擺線輪的相對位置,2片擺線輪在將偏心軸配合孔對齊后,其擺線齒處于互相交錯的位置(圖5),因此工裝采用可活動定位舌與擺線齒配合,來確定2片擺線輪的位置,Z向的定位靠擺線輪研磨后的平面。
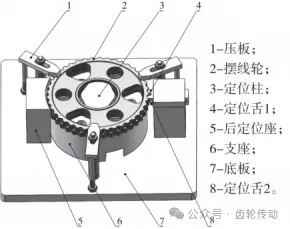
圖 4 珩磨工裝
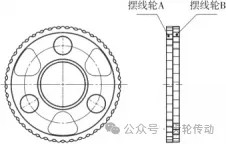
圖 5 擺線輪組合圖
本道工序的加工工藝為: 粗鏜-精 鏜-珩磨。單麗君等分析了切削力和切削溫度對于擺線輪加工的影響,工件的硬度對擺線的精加工有很大的影響。本研究的優化工藝要求,加工前需要使用洛氏硬度計測量擺線輪齒部硬度,同一組加工的擺線輪的硬度差應在1HRC以內,將擺線輪按照硬度測量值分組后,使用激光打標機在擺線輪上做好永久性的標識,并且在組裝時必須按標識成組使用。擺線輪加工時應與實際使用時的安裝方式一致。加工時先使用硬鏜刀片對孔進行粗鏜和精鏜加工,保證孔的位置精度,然后用珩磨刀對孔進行精加工。一組擺線輪同時加工,可以保證同組擺線輪之間尺寸精度的一致性。
2.4磨齒
磨齒工裝的設計
磨齒是擺線輪最重要的工序,本工序以珩磨加工完成的孔來定位,對擺線齒進行精磨加工,可同時加工多片同類型的擺線輪(擺線輪A或擺線輪B)。為了滿足產品加工的精度要求,工裝(圖6)的加工精度需要高于產品精度。工裝的液壓漲緊柱是根據擺線輪孔的尺寸定制的產品,為了滿足液壓漲緊柱安裝后的精度,需要工裝芯軸安裝孔的垂直度小于φ0. 001mm,位置度及3個孔的構造圓與芯軸中心線的同軸度小于φ0.003mm。因為液壓漲軸安裝軸的磨削尺寸較芯軸安裝孔更容易保證,所以芯軸加工完成后液壓漲緊柱的安裝軸按照芯軸孔的尺寸進行配磨,配合公差要求0-0,要達到液壓漲緊柱需要用尼龍錘輕輕敲入的程度。
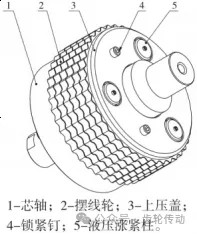
圖 6 磨齒工裝
磨齒工裝的制造
磨齒工裝芯軸的粗加工和熱處理采用外協的方式完成,公司內部只完成芯軸的精加工,芯軸的精加工也是擺線輪工藝裝備中最關鍵的一環。芯軸材質為低碳鋼,熱處理工藝采用滲碳淬火+低溫回火,熱處理后要求表面硬度為58~62HRC,芯部硬度為30~45HRC,滲碳時需要對孔及其周圍的區域(比孔最終尺寸+φ4mm)進行防護,目的是熱處理后需要鏜孔加工的區域的表面硬度與芯軸內部保持一致,精加工時有利于保證加工質量,加工完成后孔周邊的表面硬度還可以滿足工裝的使用。芯軸本體的形狀不便于進行鏜孔加工,因此精加工時還需設計一個芯軸加工底座,來輔助完成芯軸鏜孔時的定位裝夾。芯軸粗加工完成到貨后,先將其中心孔精研,提高定位基準的質量,因后續的工裝加工以及擺線輪加工都是以中心孔為基準。將芯軸與底座的配合面精磨,要求對中心孔的跳動≤0.001mm,然后與底座安裝在一起后進行精加工(圖7)。 圖中的關鍵尺寸按圖所示加工。為了防止芯軸在鏜孔夾緊時發生變形導致加工精度超差,底座底部設計并非是一個大的圓環面,而是設計為半徑方向厚4mm左右的圓環狀,并且要精磨成內凹的形狀。這種設計是為了保證在壓緊時工裝與機床工作臺面為線接觸,這樣芯軸在夾緊后不會發生變形。
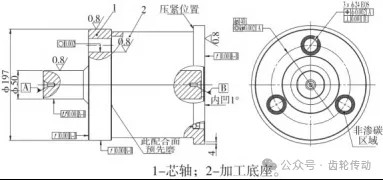
圖 7 芯軸加工工裝
為了加工出合格的芯軸,首先,要保證環境溫度穩定在22℃±1℃。其次,機床要處于充分熱機的狀態。再次,加工過程中冷卻液沖洗的位置正確,且刀柄及刀片狀態良好。最重要的是,工件安裝時要利用千分表將其找正到最佳狀態。
磨齒加工
按圖8所示將擺線輪安裝好后,以工裝中心孔定位將工裝安裝在磨床C軸上。由于磨齒工裝組裝后重量較大,并且沒有預留吊裝設備使用的空間,這給磨床工裝的裝夾定位帶來了困難,因此需要設計輔助工裝來完成工件的裝夾,輔助工裝可以快速完成擺線輪磨齒工裝的粗定位,同時在磨床頂尖夾緊前對工裝進行支撐。輔助工裝的接觸圓弧中心比機床頂尖中心低0.5mm,當磨床頂尖夾緊時,輔助工裝與磨齒工裝之間存在0.5mm的間隙,保證在磨齒時工裝之間不會發生干涉。砂輪的修整是擺線齒廓加工中的關鍵步驟,可以通過成型滾輪或CNC碟片進行修整。工件加工完成后按圖進行三坐標測量。擺線輪齒廓的精度測試采用三坐標逐點掃描法,將得到的曲線與修形目標擺線對比,得出齒廓精度范圍。
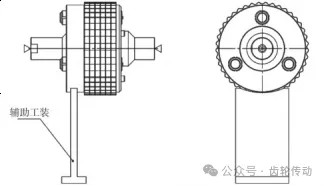
圖 8 磨齒安裝圖
3 應用效果
在擺線輪的生產過程中,升級后的生產基礎設施和生產設備為加工提供了穩定的基礎,新設計的工裝夾具結構簡潔高效,可以保證生產的產品滿足設計要求,又便于操作人員的操作,快速完成工件的裝夾并在數控機床上完成加工。本套工裝的設計,顯著提高了產品質量和生產效率,使得擺線輪的日產量增加到了30套,同時保持了95%以上的合格率,生產效率提升了3倍以上。由于一組配合使用的擺線輪為先分組再一次加工,加工后的擺線輪無需再進行測量挑選,裝配人員可以按標記直接進行組裝,從而提高了減速器的組裝質量和生產效率。
4 結 論
本研究對擺線輪的生產工藝進行了合理的優化,詳盡介紹了新工裝的設計及使用過程,并闡述了新設計的工裝在實際生產中的應用效果。優化的生產工藝配合新設計的工裝,顯著提高了擺線輪的加工精度和一致性、減速器的裝配質量和生產效率,大幅降低了制造過程中的人力和物力成本,為RV減速器行業帶來了顯著的經濟效益。
參考文獻:略
作者簡介: 徐榮輝(1982-) ,男,本科,高級工程師,研究方向為機械設計與制造。
0 引 言
RV減速器是一種精密的動力傳輸機構,廣泛應用于工業機器人、數控機床、醫療檢測設備、衛星接收系統等領域。它由兩級減速裝置組成: 第一級是漸開線圓柱齒輪行星減速機構,第二級是擺線針輪行星減速機構,形成一個封閉的差動輪系。擺線輪(圖1)作為第二級減速機構的關鍵部件,分為A、B 兩種型號,使用時兩種擺線輪成組配合使用,因此擺線輪在加工時除了要保證單片的加工精度,更重要的是控制好成組使用的擺線輪之間的一致性,才能保證RV減速器的運動精度和穩定性。
圖 1 擺線輪
目前,擺線輪的粗加工及熱處理工序由外協廠家完成,公司內完成后續的精加工工序。首先,對擺線輪的兩端面進行平磨,然后以平面為定位基準對軸承安裝孔進行鏜孔加工,最后以軸承安裝孔為定位基準進行擺線齒的磨齒加工。由于RV減速器擺線輪的精度要求極高,目前的加工精度達不到設計圖紙的要求,主要存在以下問題: 首先,產品合格率低。由于工藝編排不合理、生產設備的精度和穩定性不夠高,導致生產出的產品質量一致性不穩定,由于擺線輪熱處理后的變形,導致擺線輪平磨需要多次互為基準加工后平面度才能達到要求,并且成組使用的擺線輪需要加工完成后測量匹配才能使用。其次,生產效率低。鏜孔工序時的工裝是將擺線輪A、B 分開加工,并且鏜孔和磨齒都是單片加工,導致擺線輪組裝時需要挑選一致性較高的擺線輪,導致組裝效率低。基于上述問題,本研究主要從擺線輪精加工工藝的優化及工藝裝備的創新設計為切入點,來提高擺線輪的加工精度和生產效率。首先,參考了韓忠皓等以及鄭紅的研究,對生產工藝進行優化,在平磨工序后增加雙端面研磨的工序,提高擺線輪的厚度及平面度精度和一致性。其次,將生產設備更換成匹配產品精度的設備,并建造恒溫車間來保證設備運行精度,提高產品精度和生產效率。最后,為每道工序設計裝夾工裝,在保證加工精度的同時提高生產效率。該生產工藝及工裝裝備的應用,對于推動擺線輪的批量生產,確保產品加工質量,具有重要意義。
1生產工藝及生產設備的優化
1.1生產工藝的優化
擺線輪A、B兩種型號的生產工藝相同,生產過程中除了要保證單個擺線輪的加工精度,更要保證一組配對使用擺線輪之間的配合精度要求,比如平面度、一組擺線輪的安裝孔位置度和孔徑等。首先,優化擺線輪精加工生產工藝(圖2),在平磨工序后增加雙端研磨的工序,雙端研磨在加工時可對擺線輪兩端面同時加工,提高了擺線輪的平面度,且設備可同時加工多片擺線輪,在提高生產效率的同時提高了產品的一致性。
圖 2 擺線輪生產工藝
1.2生產設備的優化
目前國內生產的機床精度還無法滿足批量生產擺線輪的要求,因此需要采購進口的加工設備及刀具,來保證產品精加工的精度和一致性,如外圓磨床、平面磨床、數控鏜床及三坐標測量儀等,同時由于生產設備對運行環境的要求,將車間改造成恒溫車間,溫度穩定在22℃±0.5℃,在保證設備運行精度的同時,也可以保證產品的加工精度。
2 工裝設計
2.1平磨工裝
擺線輪的外協最后一道工序為熱處理,粗加工給精加工的端面預留量為0.1mm,由于熱處理后工件會不可避免的發生變形,如果精加工采用直接吸在磨床上進行平磨,會導致工件的形位公差超差,進而影響后續的工序加工。因此,需要設計一套工裝(圖3)來完成此工序的加工。此工裝利用標準的三爪卡盤改造,只需更換特制的卡爪即可,擺線輪在裝夾時,需保證每個卡爪的圓弧面與2個以上的擺線齒接觸。圖中的調整塊可以快速的調整擺線輪裝夾時的平面度,擺線輪夾緊后取掉調整塊進行磨削加工。工裝的夾緊力控制在5N·m,工件在裝夾后幾乎不會發生彎曲變形,可以保證擺線輪在第一面磨削完成松開后,加工面不會發生彎曲變形,磨第二面時便可以將第一面直接吸在磨床平臺上即可,不需要互為基準的多次磨削。要求平磨后擺線輪兩平面的平行度為0.01mm。
圖 3 平磨工裝
2.2雙端研磨
根據擺線輪的平行度和成套使用的擺線輪高度要求,使用雙端面研磨才能滿足其技術要求,并且雙端面研磨可以同時進行多片擺線輪的磨削,更適合產品的批量生產。此道工序主要需要保證零件的厚度和平行度。設備采用的雙端面精密研磨機,可同時對零件進行雙端面研磨,磨床與工裝配合后,可以讓擺線輪在圍繞磨床中心公轉的同時還能進行自轉,這樣使工件在研磨過程中整個表面受力均勻,產品尺寸及表面質量良好。為了保證配合使用的擺線輪厚度尺寸,需要將配合使用的擺線輪放在同一次研磨。
2.3珩磨工裝
此道工序需要完成擺線輪3個偏心軸配合孔的加工。為了保證擺線輪組之間的精度,需要將一組配合使用的擺線輪同時加工,因此需要設計工裝(圖4)來保證擺線輪組的裝夾精度和穩定性。設計工裝時首先應滿足同時裝夾一組擺線輪(擺線輪A和擺線輪B),并且可以保證2片擺線輪的相對位置,2片擺線輪在將偏心軸配合孔對齊后,其擺線齒處于互相交錯的位置(圖5),因此工裝采用可活動定位舌與擺線齒配合,來確定2片擺線輪的位置,Z向的定位靠擺線輪研磨后的平面。
圖 4 珩磨工裝
圖 5 擺線輪組合圖
本道工序的加工工藝為: 粗鏜-精 鏜-珩磨。單麗君等分析了切削力和切削溫度對于擺線輪加工的影響,工件的硬度對擺線的精加工有很大的影響。本研究的優化工藝要求,加工前需要使用洛氏硬度計測量擺線輪齒部硬度,同一組加工的擺線輪的硬度差應在1HRC以內,將擺線輪按照硬度測量值分組后,使用激光打標機在擺線輪上做好永久性的標識,并且在組裝時必須按標識成組使用。擺線輪加工時應與實際使用時的安裝方式一致。加工時先使用硬鏜刀片對孔進行粗鏜和精鏜加工,保證孔的位置精度,然后用珩磨刀對孔進行精加工。一組擺線輪同時加工,可以保證同組擺線輪之間尺寸精度的一致性。
2.4磨齒
磨齒工裝的設計
磨齒是擺線輪最重要的工序,本工序以珩磨加工完成的孔來定位,對擺線齒進行精磨加工,可同時加工多片同類型的擺線輪(擺線輪A或擺線輪B)。為了滿足產品加工的精度要求,工裝(圖6)的加工精度需要高于產品精度。工裝的液壓漲緊柱是根據擺線輪孔的尺寸定制的產品,為了滿足液壓漲緊柱安裝后的精度,需要工裝芯軸安裝孔的垂直度小于φ0. 001mm,位置度及3個孔的構造圓與芯軸中心線的同軸度小于φ0.003mm。因為液壓漲軸安裝軸的磨削尺寸較芯軸安裝孔更容易保證,所以芯軸加工完成后液壓漲緊柱的安裝軸按照芯軸孔的尺寸進行配磨,配合公差要求0-0,要達到液壓漲緊柱需要用尼龍錘輕輕敲入的程度。
圖 6 磨齒工裝
磨齒工裝的制造
磨齒工裝芯軸的粗加工和熱處理采用外協的方式完成,公司內部只完成芯軸的精加工,芯軸的精加工也是擺線輪工藝裝備中最關鍵的一環。芯軸材質為低碳鋼,熱處理工藝采用滲碳淬火+低溫回火,熱處理后要求表面硬度為58~62HRC,芯部硬度為30~45HRC,滲碳時需要對孔及其周圍的區域(比孔最終尺寸+φ4mm)進行防護,目的是熱處理后需要鏜孔加工的區域的表面硬度與芯軸內部保持一致,精加工時有利于保證加工質量,加工完成后孔周邊的表面硬度還可以滿足工裝的使用。芯軸本體的形狀不便于進行鏜孔加工,因此精加工時還需設計一個芯軸加工底座,來輔助完成芯軸鏜孔時的定位裝夾。芯軸粗加工完成到貨后,先將其中心孔精研,提高定位基準的質量,因后續的工裝加工以及擺線輪加工都是以中心孔為基準。將芯軸與底座的配合面精磨,要求對中心孔的跳動≤0.001mm,然后與底座安裝在一起后進行精加工(圖7)。 圖中的關鍵尺寸按圖所示加工。為了防止芯軸在鏜孔夾緊時發生變形導致加工精度超差,底座底部設計并非是一個大的圓環面,而是設計為半徑方向厚4mm左右的圓環狀,并且要精磨成內凹的形狀。這種設計是為了保證在壓緊時工裝與機床工作臺面為線接觸,這樣芯軸在夾緊后不會發生變形。
圖 7 芯軸加工工裝
為了加工出合格的芯軸,首先,要保證環境溫度穩定在22℃±1℃。其次,機床要處于充分熱機的狀態。再次,加工過程中冷卻液沖洗的位置正確,且刀柄及刀片狀態良好。最重要的是,工件安裝時要利用千分表將其找正到最佳狀態。
磨齒加工
按圖8所示將擺線輪安裝好后,以工裝中心孔定位將工裝安裝在磨床C軸上。由于磨齒工裝組裝后重量較大,并且沒有預留吊裝設備使用的空間,這給磨床工裝的裝夾定位帶來了困難,因此需要設計輔助工裝來完成工件的裝夾,輔助工裝可以快速完成擺線輪磨齒工裝的粗定位,同時在磨床頂尖夾緊前對工裝進行支撐。輔助工裝的接觸圓弧中心比機床頂尖中心低0.5mm,當磨床頂尖夾緊時,輔助工裝與磨齒工裝之間存在0.5mm的間隙,保證在磨齒時工裝之間不會發生干涉。砂輪的修整是擺線齒廓加工中的關鍵步驟,可以通過成型滾輪或CNC碟片進行修整。工件加工完成后按圖進行三坐標測量。擺線輪齒廓的精度測試采用三坐標逐點掃描法,將得到的曲線與修形目標擺線對比,得出齒廓精度范圍。
圖 8 磨齒安裝圖
3 應用效果
在擺線輪的生產過程中,升級后的生產基礎設施和生產設備為加工提供了穩定的基礎,新設計的工裝夾具結構簡潔高效,可以保證生產的產品滿足設計要求,又便于操作人員的操作,快速完成工件的裝夾并在數控機床上完成加工。本套工裝的設計,顯著提高了產品質量和生產效率,使得擺線輪的日產量增加到了30套,同時保持了95%以上的合格率,生產效率提升了3倍以上。由于一組配合使用的擺線輪為先分組再一次加工,加工后的擺線輪無需再進行測量挑選,裝配人員可以按標記直接進行組裝,從而提高了減速器的組裝質量和生產效率。
4 結 論
本研究對擺線輪的生產工藝進行了合理的優化,詳盡介紹了新工裝的設計及使用過程,并闡述了新設計的工裝在實際生產中的應用效果。優化的生產工藝配合新設計的工裝,顯著提高了擺線輪的加工精度和一致性、減速器的裝配質量和生產效率,大幅降低了制造過程中的人力和物力成本,為RV減速器行業帶來了顯著的經濟效益。
參考文獻:略
作者簡介: 徐榮輝(1982-) ,男,本科,高級工程師,研究方向為機械設計與制造。