本文主要研究弧齒錐齒輪硬齒面高速切削工藝。以淬硬鋼制成的小型弧齒錐齒輪為對象,選擇粉末冶金高速鋼刀具作為試驗設備,開展硬齒面高速切削試驗,探究切削力、切削速度、進給量三個參數對硬齒面表面質量的影響。結果發現,弧齒錐齒輪硬齒面的表面粗糙度,隨切削力的增加呈先降低后升高的趨勢,隨切削速度的增加呈先降低后 升高的趨勢,隨進給量的增加呈升高趨勢。當切削力為250N、切削速度為700m/min、進給量為1.5mm/r時,弧齒錐齒輪硬齒面高速切削精度最高。
0 引言
弧齒錐齒輪是一種廣泛應用于機械傳動領域的齒輪,具有傳動質量高、承載能力強、使用壽命長等優勢,正在逐步取代常規的直齒錐齒輪。隨著我國機械制造業的不斷發展,對弧齒錐齒輪的制造精度和效率提出了更嚴格的要求。為滿足這一要求,作為先進制造技術的高速切削工藝受到關注。高速切削工藝不僅具有切削效率高的優點,而且該工藝加工出的機械產品質量較好,為弧齒錐齒輪硬齒面切削提供了新的解決方案。因此,研究弧齒錐齒輪硬齒面高速切削工藝,對于提高我國齒輪生產水平與推動機械制造業的可持續發展具有重要意義。岳修杰等通過正交試驗研究7075鋁合金高速切削性能,發現相同切削參數下熱處理工藝可以提升鋁合金的硬度。易健松等在粉末冶金制備金屬陶瓷的過程中,以碳氮含量比為變量,探討不同碳氮含量比下金屬陶瓷刀的高速切削性能,結果表明TiC:TiN=7:3時,金屬陶瓷刀的切削性能最佳。雖然我國很多學者已經取得一定研究成果,但關于高速切削工藝參數對切削性能影響的研究較少,所以本文研究不同工藝參數下弧齒錐齒輪硬齒面的高速切削性能仍具有一定的意義和價值。
1 試驗設計
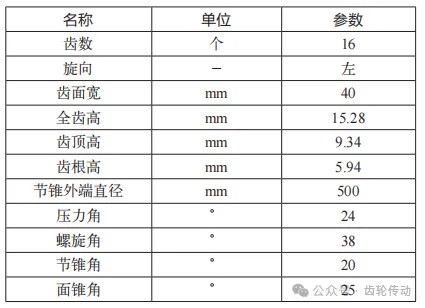
試驗設備與材料:弧齒錐齒輪硬齒面高速切削工藝的實質就是運用刀具對齒輪進行加工,從而形成齒面,所以在本次弧齒錐齒輪硬齒面高速切削工藝的試驗研究中,首先需要分別確定齒輪與刀具的參數。關于齒輪,本次試驗采用淬硬鋼制成的小型弧齒錐齒輪,其基本設計參數如表1所示。
在弧齒錐齒輪硬齒面高速切削過程中,主要采用數控機床進行加工,機床加工中刀具是關鍵的加工設備。關于刀具,無論是刀具材料還是幾何參數都很重要,考慮到本次試驗采用的是淬硬鋼弧齒錐齒輪,本文選擇了粉末冶金高速鋼刀具。粉末冶金高速鋼具有高純凈度、高強度和高硬度的特性,其在實際應用中具有耐磨性好、能夠制造復雜刀具、節約材料和成本、可加工性好、高效率、長壽命及環保等優勢。因此,在制造業中,特別是對于需要高精度、高強度和高耐磨性的刀具制造領域,粉末冶金高速鋼是一種非常理想的材料。本次弧齒錐齒輪硬齒面高速切削試驗選擇粉末冶金高速鋼刀具作為主要切削設備,其具體的設計參數如表2所示。
將刀具安裝在機床的刀盤上,本次試驗采用的數控機床刀盤主體上開有9個刀槽,且每個刀槽上均設有2個螺栓孔,將刀具的刀柄與刀盤主體連接在一起后,通過螺栓將二者固定。這樣不僅可以保證弧齒錐齒輪硬齒面高速切削的安全性,而且刀具拆裝便捷,便于試驗。
試驗方案與過程:根據上述內容可知,在本次試驗中,以淬硬鋼制成的小型弧齒錐齒輪為切削對象,并采用安裝了粉末冶金高速鋼刀具的數控機床為切削設備,本試驗將采用高速切削工藝進行弧齒錐齒輪硬齒面的切削加工。高速切削工藝是由德國學者薩洛蒙提出的,雖然尚未有確切的概念,但時至今日通常將主軸轉速超過8000r/min的切削加工稱為高速切削。同時,針對不同的加工材料,切削速度各不相同,針對本次試驗選擇的淬硬鋼小型弧齒錐齒輪,當切削速度達到380m/min時就可以稱為高速切削。一般來說,弧齒錐齒輪硬齒面高速切削工藝是一個復雜且系統性的工程,其切削機理仍未完善,所以本文主要探究不同切削工藝參數下弧齒錐齒輪硬齒面的高速切削精度。基于弧齒錐齒輪硬齒面切削加工的實際情況,本次試驗主要以硬齒面的表面質量為試驗指標,其表面質量越高,說明高速切削工藝的精度越高。與此同時,本次試驗選擇了切削力、切削速度及進給量作為切削工藝參數,這些參數是實現弧齒錐齒輪硬齒面高速切削加工的關鍵參數。那么基于上述工藝參數,本文設計的弧齒錐齒輪硬齒面高速切削加工試驗方案如表3所示。
從表3可以看出,為探究切削力、切削速度和進給量這三個高速切削工藝參數與弧齒錐齒輪硬齒面表面質量之間的關系,本次試驗采用了三因素六水平正交試驗方法。具體試驗步驟如下:首先開啟機床,控制弧齒錐齒輪工件移動至與刀具相對的正確位置上,按試驗方案中設計的切削工藝參數進行齒輪的粗加工。這里主要采用雙向行切法,也就是控制刀具從弧齒錐齒輪的毛坯工件上端的凹面處進刀,繞著工件圓周方向進行切削,直至走到下一齒的凸面,完成一個齒長的切削,不斷循環,直至完成全部齒槽的粗加工后停止。然后在弧齒錐齒輪工件熱處理后,再對齒輪進行精加工。這里主要采用了豎向雙向行切法,也就是按照與粗加工不同的走刀路徑,同樣對弧齒錐齒輪工件進行由凹面到凸面的切削加工,最終得到弧齒錐齒輪硬齒面的實際切削效果。在本次試驗過程中,弧齒錐齒輪硬齒面的粗加工與精加工軌跡如圖1所示。表面質量之間的關系,本次試驗采用了三因素六水平正交試驗方法。具體試驗步驟如下:首先開啟機床,控制弧齒錐齒輪工件移動至與刀具相對的正確位置上,按試驗方案中設計的切削工藝參數進行齒輪的粗加工。這里主要采用雙向行切法,也就是控制刀具從弧齒錐齒輪的毛坯工件上端的凹面處進刀,繞著工件圓周方向進行切削,直至走到下一齒的凸面,完成一個齒長的切削,不斷循環,直至完成全部齒槽的粗加工后停止。然后在弧齒錐齒輪工件熱處理后,再對齒輪進行精加工。這里主要采用了豎向雙向行切法,也就是按照與粗加工不同的走刀路徑,同樣對弧齒錐齒輪工件進行由凹面到凸面的切削加工,最終得到弧齒錐齒輪硬齒面的實際切削效果。在本次試驗過程中,弧齒錐齒輪硬齒面的粗加工與精加工軌跡如圖1所示。
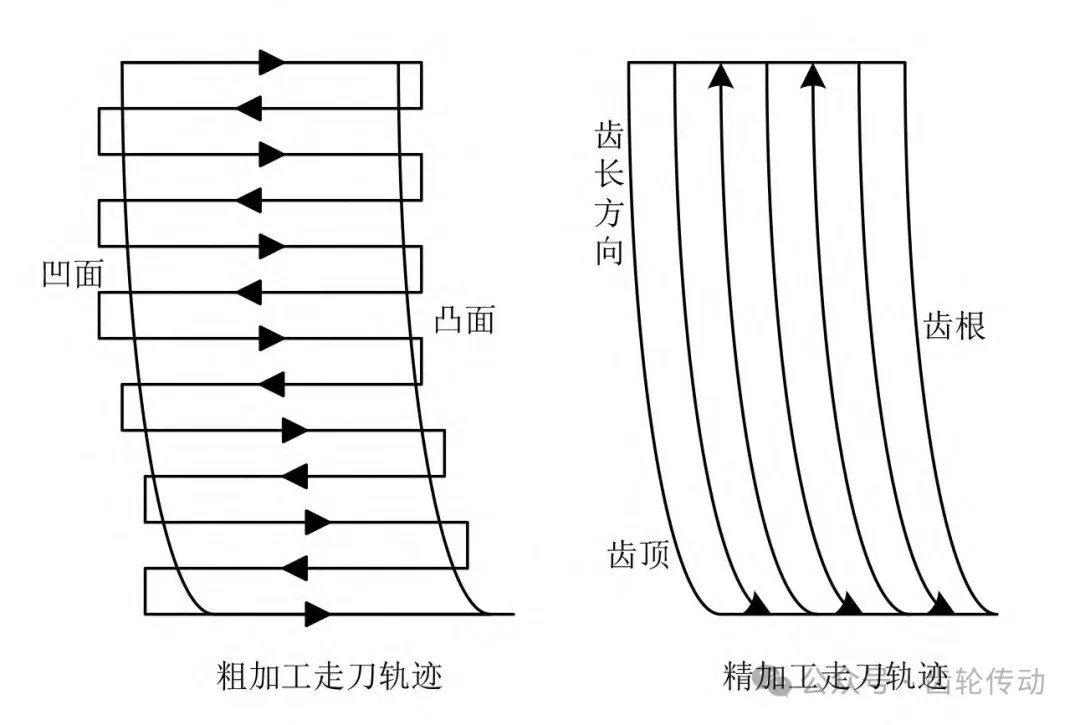
圖 1 刀具走刀軌跡
在按照上述步驟完成弧齒錐齒輪硬齒面的高速切削加工后,用表面粗糙度測量儀對硬齒面的表面粗糙度進行測量,以表面粗糙度作為衡量硬齒面表面質量的定量指標。在測量弧齒錐齒輪硬齒面表面粗糙度時,為降低測量誤差,在硬齒面的表面隨機選擇多個不同位置,分別測量其粗糙度后求取平均值,作為最終的試驗結果。并對比不同切削工藝參數下的試驗結果,從而判斷切削工藝參數對弧齒錐齒輪硬齒面高速切削精度的影響。
2 試驗結果
不同切削力下硬齒面表面質量:當切削速度與進給量保持不變時,以高速切削工藝的切削力為變量,采集不同切削力下弧齒錐齒輪硬齒面表面粗糙度數據,將表面粗糙度測量結果繪制成圖2所示的曲線圖。
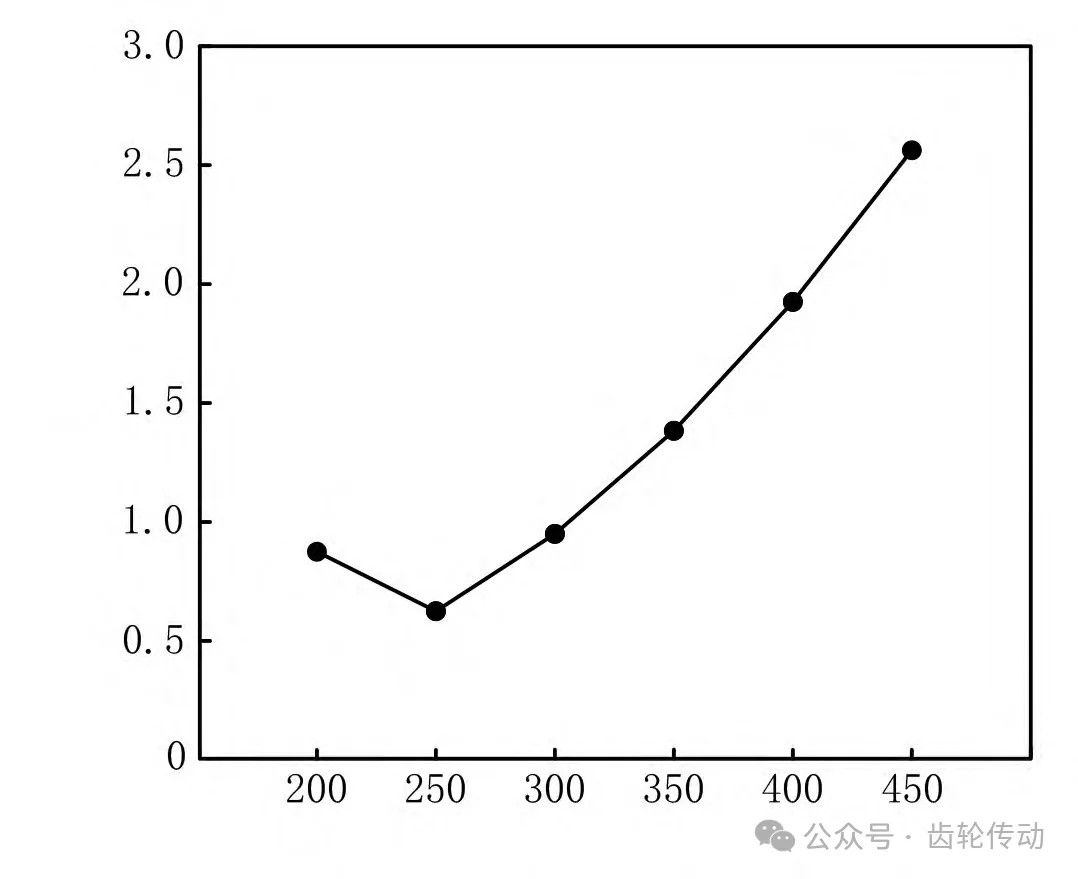
圖 2 不同切削力下弧齒錐齒輪硬齒面表面質量
從圖2可以看出,隨著切削力的不斷增加,弧齒錐齒輪硬齒面表面粗糙度呈先降低后升高的趨勢,且當切削力為250N時,硬齒面表面粗糙度Ra最小,為0.63μm。這主要是因為弧齒錐齒輪在進行高速切削時,刀具需要克服一定的阻力,如果切削力過小,就無法滿足齒輪材料表面的切削需求,導致切削后的硬齒面質量較差;但如果切削力過大,會增加刀具與齒輪材料表面之間的接觸壓力,導致硬齒面在高速切削過程中出現表面變形的情況,從而增加表面粗糙度。因此,在實際的弧齒錐齒輪硬齒面高速切削加工中,為得到更好的硬齒面表面質量,需要選擇合適的切削力。
不同切削速度下硬齒面表面質量:當切削力與進給量保持不變時,以高速切削工藝的切削速度為變量,采集不同切削速度下弧齒錐齒輪硬齒面表面粗糙度數據,將表面粗糙度測量結果繪制成圖3所示的曲線圖。
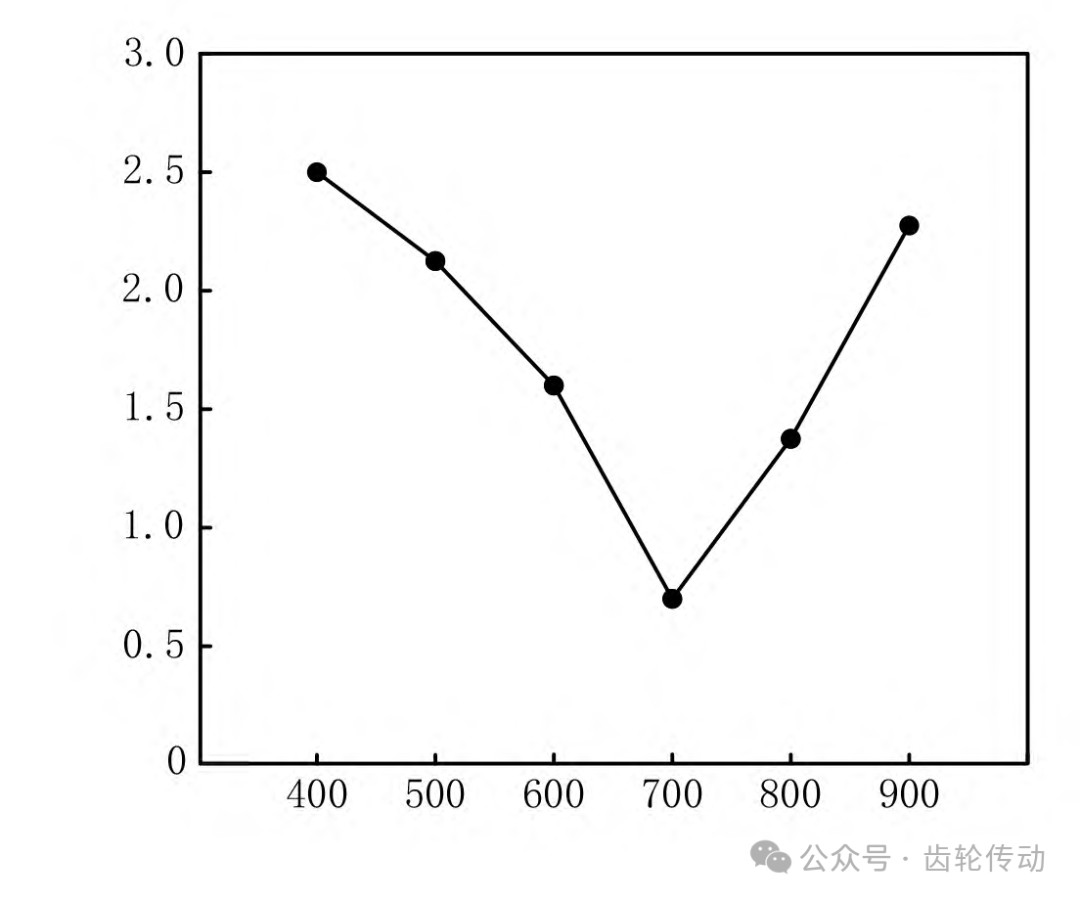
圖 3 不同切削速度下弧齒錐齒輪硬齒面表面質量
從圖3可以看出,在弧齒錐齒輪硬齒面高速切削加工過程中,切削速度對硬齒面的表面質量有著顯著影響。隨著切削速度的加快,弧齒錐齒輪硬齒面的表面粗糙度呈先下降后升高的趨勢,當切削速度為700m/min時,硬齒面的表面粗糙度Ra最小,為0.71μm。這主要是因為如果切削速度過低,刀具和弧齒錐齒輪之間的摩擦時間就會增加,促使二者之間的摩擦力增大,從而導致硬齒面的表面質量較差。如果切削速度過快,雖然可以減少刀具與弧齒錐齒輪之間的摩擦時間,但可能會引發刀具振動與弧齒錐齒輪變形等問題,進而促使硬齒面的表面粗糙度值增大。因此,在弧齒錐齒輪硬齒面高速切削加工過程中,切削速度與硬齒面表面質量之間的關系較為復雜,需要通過調整切削速度來獲得更好的硬齒面表面質量。
不同進給量下硬齒面表面質量:當切削力與切削速度保持不變時,以高速切削工藝的進給量為變量,采集不同進給量下弧齒錐齒輪硬齒面表面粗糙度數據,將表面粗糙度測量結果繪制成圖4所示的曲線圖。
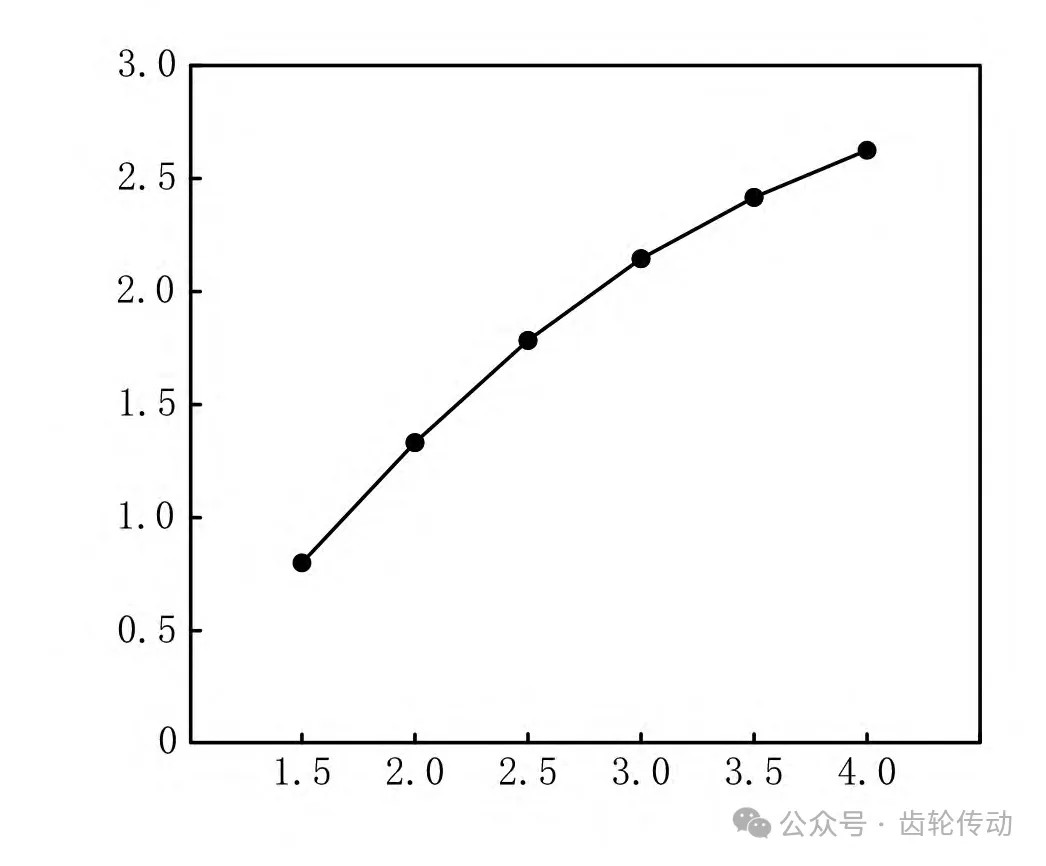
圖 4 不同進給量下弧齒錐齒輪硬齒面表面質量
從圖4可以看出,隨著弧齒錐齒輪進給量的不斷增加,硬齒面的表面粗糙度值也不斷增大,結合弧齒錐齒輪硬齒面的實際高速切削加工需求,將進給量控制為1.5mm/r時,硬齒面的表面質量最好,其表面粗糙度值最小,達到了Ra0.78μm。這主要是因為如果弧齒錐齒輪進給量增加,刀具在單位時間內對硬齒面的摩擦作用也會增大,再加上由此生成的熱量,促使硬齒面表面發生氧化與燒傷現象,均會造成硬齒面表面粗糙度值的增大。所以合適的進給量對優化弧齒錐齒輪硬齒面高速切削質量有著重要影響。綜上所述,不同的切削工藝參數對弧齒錐齒輪硬齒面的表面質量均有著不同的影響規律,在實際的弧齒錐齒輪硬齒面高速切削加工中,需要選擇恰當的工藝參數來提升硬齒面的表面切削質量,進而保障高速切削的切削精度。
3 結語
本文在弧齒錐齒輪硬齒面高速切削試驗中,探討了切削力、切削速度和進給量對切削精度的影響,得到以下結論:不同的工藝參數對弧齒錐齒輪硬齒面高速切削效果都有著不容忽視的影響,其中切削力的增加會導致硬齒面表面粗糙度值先增大后減小,切削速度的增加也會導致硬齒面表面粗糙度值先減小后增大,進給量的增加會導致硬齒面表面粗糙度值不斷增大。根據高速切削試驗結果可知,當切削力為250N、切削速度為 700m/min、進給量為1.5mm/r時,弧齒錐齒輪的硬齒面表面質量最佳,該組合參數可以為提升高速切削工藝的加工精度提供有效指導。雖然本次研究已經取得一定成果,但由于時間有限,本文研究內容仍具有一定局限性。目前本文僅針對切削工藝參數對切削精度的影響進行了研究, 但在實際的弧齒錐齒輪硬齒面高速切削加工中,刀具的材料與參數對切削精度也有一定的影響,所以今后將對刀具表面性能與高速切削性能之間的關系作進一步研究,對推動我國航空、汽車及精密機械等產品的更新換代具有重要的研究意義與應用價值。
參考文獻:略
0 引言
弧齒錐齒輪是一種廣泛應用于機械傳動領域的齒輪,具有傳動質量高、承載能力強、使用壽命長等優勢,正在逐步取代常規的直齒錐齒輪。隨著我國機械制造業的不斷發展,對弧齒錐齒輪的制造精度和效率提出了更嚴格的要求。為滿足這一要求,作為先進制造技術的高速切削工藝受到關注。高速切削工藝不僅具有切削效率高的優點,而且該工藝加工出的機械產品質量較好,為弧齒錐齒輪硬齒面切削提供了新的解決方案。因此,研究弧齒錐齒輪硬齒面高速切削工藝,對于提高我國齒輪生產水平與推動機械制造業的可持續發展具有重要意義。岳修杰等通過正交試驗研究7075鋁合金高速切削性能,發現相同切削參數下熱處理工藝可以提升鋁合金的硬度。易健松等在粉末冶金制備金屬陶瓷的過程中,以碳氮含量比為變量,探討不同碳氮含量比下金屬陶瓷刀的高速切削性能,結果表明TiC:TiN=7:3時,金屬陶瓷刀的切削性能最佳。雖然我國很多學者已經取得一定研究成果,但關于高速切削工藝參數對切削性能影響的研究較少,所以本文研究不同工藝參數下弧齒錐齒輪硬齒面的高速切削性能仍具有一定的意義和價值。
1 試驗設計
試驗設備與材料:弧齒錐齒輪硬齒面高速切削工藝的實質就是運用刀具對齒輪進行加工,從而形成齒面,所以在本次弧齒錐齒輪硬齒面高速切削工藝的試驗研究中,首先需要分別確定齒輪與刀具的參數。關于齒輪,本次試驗采用淬硬鋼制成的小型弧齒錐齒輪,其基本設計參數如表1所示。
表 1 弧齒錐齒輪參數
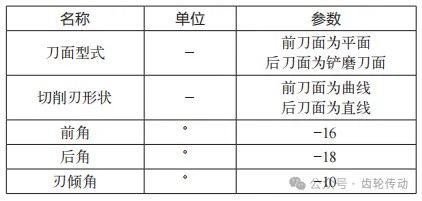
在弧齒錐齒輪硬齒面高速切削過程中,主要采用數控機床進行加工,機床加工中刀具是關鍵的加工設備。關于刀具,無論是刀具材料還是幾何參數都很重要,考慮到本次試驗采用的是淬硬鋼弧齒錐齒輪,本文選擇了粉末冶金高速鋼刀具。粉末冶金高速鋼具有高純凈度、高強度和高硬度的特性,其在實際應用中具有耐磨性好、能夠制造復雜刀具、節約材料和成本、可加工性好、高效率、長壽命及環保等優勢。因此,在制造業中,特別是對于需要高精度、高強度和高耐磨性的刀具制造領域,粉末冶金高速鋼是一種非常理想的材料。本次弧齒錐齒輪硬齒面高速切削試驗選擇粉末冶金高速鋼刀具作為主要切削設備,其具體的設計參數如表2所示。
表 2 刀具參數
將刀具安裝在機床的刀盤上,本次試驗采用的數控機床刀盤主體上開有9個刀槽,且每個刀槽上均設有2個螺栓孔,將刀具的刀柄與刀盤主體連接在一起后,通過螺栓將二者固定。這樣不僅可以保證弧齒錐齒輪硬齒面高速切削的安全性,而且刀具拆裝便捷,便于試驗。
試驗方案與過程:根據上述內容可知,在本次試驗中,以淬硬鋼制成的小型弧齒錐齒輪為切削對象,并采用安裝了粉末冶金高速鋼刀具的數控機床為切削設備,本試驗將采用高速切削工藝進行弧齒錐齒輪硬齒面的切削加工。高速切削工藝是由德國學者薩洛蒙提出的,雖然尚未有確切的概念,但時至今日通常將主軸轉速超過8000r/min的切削加工稱為高速切削。同時,針對不同的加工材料,切削速度各不相同,針對本次試驗選擇的淬硬鋼小型弧齒錐齒輪,當切削速度達到380m/min時就可以稱為高速切削。一般來說,弧齒錐齒輪硬齒面高速切削工藝是一個復雜且系統性的工程,其切削機理仍未完善,所以本文主要探究不同切削工藝參數下弧齒錐齒輪硬齒面的高速切削精度。基于弧齒錐齒輪硬齒面切削加工的實際情況,本次試驗主要以硬齒面的表面質量為試驗指標,其表面質量越高,說明高速切削工藝的精度越高。與此同時,本次試驗選擇了切削力、切削速度及進給量作為切削工藝參數,這些參數是實現弧齒錐齒輪硬齒面高速切削加工的關鍵參數。那么基于上述工藝參數,本文設計的弧齒錐齒輪硬齒面高速切削加工試驗方案如表3所示。
表 3 切削工藝參數設計
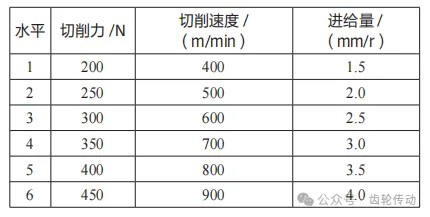
從表3可以看出,為探究切削力、切削速度和進給量這三個高速切削工藝參數與弧齒錐齒輪硬齒面表面質量之間的關系,本次試驗采用了三因素六水平正交試驗方法。具體試驗步驟如下:首先開啟機床,控制弧齒錐齒輪工件移動至與刀具相對的正確位置上,按試驗方案中設計的切削工藝參數進行齒輪的粗加工。這里主要采用雙向行切法,也就是控制刀具從弧齒錐齒輪的毛坯工件上端的凹面處進刀,繞著工件圓周方向進行切削,直至走到下一齒的凸面,完成一個齒長的切削,不斷循環,直至完成全部齒槽的粗加工后停止。然后在弧齒錐齒輪工件熱處理后,再對齒輪進行精加工。這里主要采用了豎向雙向行切法,也就是按照與粗加工不同的走刀路徑,同樣對弧齒錐齒輪工件進行由凹面到凸面的切削加工,最終得到弧齒錐齒輪硬齒面的實際切削效果。在本次試驗過程中,弧齒錐齒輪硬齒面的粗加工與精加工軌跡如圖1所示。表面質量之間的關系,本次試驗采用了三因素六水平正交試驗方法。具體試驗步驟如下:首先開啟機床,控制弧齒錐齒輪工件移動至與刀具相對的正確位置上,按試驗方案中設計的切削工藝參數進行齒輪的粗加工。這里主要采用雙向行切法,也就是控制刀具從弧齒錐齒輪的毛坯工件上端的凹面處進刀,繞著工件圓周方向進行切削,直至走到下一齒的凸面,完成一個齒長的切削,不斷循環,直至完成全部齒槽的粗加工后停止。然后在弧齒錐齒輪工件熱處理后,再對齒輪進行精加工。這里主要采用了豎向雙向行切法,也就是按照與粗加工不同的走刀路徑,同樣對弧齒錐齒輪工件進行由凹面到凸面的切削加工,最終得到弧齒錐齒輪硬齒面的實際切削效果。在本次試驗過程中,弧齒錐齒輪硬齒面的粗加工與精加工軌跡如圖1所示。
圖 1 刀具走刀軌跡
在按照上述步驟完成弧齒錐齒輪硬齒面的高速切削加工后,用表面粗糙度測量儀對硬齒面的表面粗糙度進行測量,以表面粗糙度作為衡量硬齒面表面質量的定量指標。在測量弧齒錐齒輪硬齒面表面粗糙度時,為降低測量誤差,在硬齒面的表面隨機選擇多個不同位置,分別測量其粗糙度后求取平均值,作為最終的試驗結果。并對比不同切削工藝參數下的試驗結果,從而判斷切削工藝參數對弧齒錐齒輪硬齒面高速切削精度的影響。
2 試驗結果
不同切削力下硬齒面表面質量:當切削速度與進給量保持不變時,以高速切削工藝的切削力為變量,采集不同切削力下弧齒錐齒輪硬齒面表面粗糙度數據,將表面粗糙度測量結果繪制成圖2所示的曲線圖。
圖 2 不同切削力下弧齒錐齒輪硬齒面表面質量
從圖2可以看出,隨著切削力的不斷增加,弧齒錐齒輪硬齒面表面粗糙度呈先降低后升高的趨勢,且當切削力為250N時,硬齒面表面粗糙度Ra最小,為0.63μm。這主要是因為弧齒錐齒輪在進行高速切削時,刀具需要克服一定的阻力,如果切削力過小,就無法滿足齒輪材料表面的切削需求,導致切削后的硬齒面質量較差;但如果切削力過大,會增加刀具與齒輪材料表面之間的接觸壓力,導致硬齒面在高速切削過程中出現表面變形的情況,從而增加表面粗糙度。因此,在實際的弧齒錐齒輪硬齒面高速切削加工中,為得到更好的硬齒面表面質量,需要選擇合適的切削力。
不同切削速度下硬齒面表面質量:當切削力與進給量保持不變時,以高速切削工藝的切削速度為變量,采集不同切削速度下弧齒錐齒輪硬齒面表面粗糙度數據,將表面粗糙度測量結果繪制成圖3所示的曲線圖。
圖 3 不同切削速度下弧齒錐齒輪硬齒面表面質量
從圖3可以看出,在弧齒錐齒輪硬齒面高速切削加工過程中,切削速度對硬齒面的表面質量有著顯著影響。隨著切削速度的加快,弧齒錐齒輪硬齒面的表面粗糙度呈先下降后升高的趨勢,當切削速度為700m/min時,硬齒面的表面粗糙度Ra最小,為0.71μm。這主要是因為如果切削速度過低,刀具和弧齒錐齒輪之間的摩擦時間就會增加,促使二者之間的摩擦力增大,從而導致硬齒面的表面質量較差。如果切削速度過快,雖然可以減少刀具與弧齒錐齒輪之間的摩擦時間,但可能會引發刀具振動與弧齒錐齒輪變形等問題,進而促使硬齒面的表面粗糙度值增大。因此,在弧齒錐齒輪硬齒面高速切削加工過程中,切削速度與硬齒面表面質量之間的關系較為復雜,需要通過調整切削速度來獲得更好的硬齒面表面質量。
不同進給量下硬齒面表面質量:當切削力與切削速度保持不變時,以高速切削工藝的進給量為變量,采集不同進給量下弧齒錐齒輪硬齒面表面粗糙度數據,將表面粗糙度測量結果繪制成圖4所示的曲線圖。
圖 4 不同進給量下弧齒錐齒輪硬齒面表面質量
從圖4可以看出,隨著弧齒錐齒輪進給量的不斷增加,硬齒面的表面粗糙度值也不斷增大,結合弧齒錐齒輪硬齒面的實際高速切削加工需求,將進給量控制為1.5mm/r時,硬齒面的表面質量最好,其表面粗糙度值最小,達到了Ra0.78μm。這主要是因為如果弧齒錐齒輪進給量增加,刀具在單位時間內對硬齒面的摩擦作用也會增大,再加上由此生成的熱量,促使硬齒面表面發生氧化與燒傷現象,均會造成硬齒面表面粗糙度值的增大。所以合適的進給量對優化弧齒錐齒輪硬齒面高速切削質量有著重要影響。綜上所述,不同的切削工藝參數對弧齒錐齒輪硬齒面的表面質量均有著不同的影響規律,在實際的弧齒錐齒輪硬齒面高速切削加工中,需要選擇恰當的工藝參數來提升硬齒面的表面切削質量,進而保障高速切削的切削精度。
3 結語
本文在弧齒錐齒輪硬齒面高速切削試驗中,探討了切削力、切削速度和進給量對切削精度的影響,得到以下結論:不同的工藝參數對弧齒錐齒輪硬齒面高速切削效果都有著不容忽視的影響,其中切削力的增加會導致硬齒面表面粗糙度值先增大后減小,切削速度的增加也會導致硬齒面表面粗糙度值先減小后增大,進給量的增加會導致硬齒面表面粗糙度值不斷增大。根據高速切削試驗結果可知,當切削力為250N、切削速度為 700m/min、進給量為1.5mm/r時,弧齒錐齒輪的硬齒面表面質量最佳,該組合參數可以為提升高速切削工藝的加工精度提供有效指導。雖然本次研究已經取得一定成果,但由于時間有限,本文研究內容仍具有一定局限性。目前本文僅針對切削工藝參數對切削精度的影響進行了研究, 但在實際的弧齒錐齒輪硬齒面高速切削加工中,刀具的材料與參數對切削精度也有一定的影響,所以今后將對刀具表面性能與高速切削性能之間的關系作進一步研究,對推動我國航空、汽車及精密機械等產品的更新換代具有重要的研究意義與應用價值。
參考文獻:略