隨著現(xiàn)代科技的迅猛發(fā)展以及全球經(jīng)濟一體化進程的持續(xù)加速,汽車市場對零部件的需求愈發(fā)多樣化和個性化,汽車制造業(yè)面臨著日趨激烈的競爭態(tài)勢。與此同時, 大數(shù)據(jù)、云計算、物聯(lián)網(wǎng)等前沿技術(shù)的興起與日臻成熟,為汽車零部件機械加工領(lǐng)域帶來了嶄新的機遇與挑戰(zhàn)。在此背景下,傳統(tǒng)的汽車零部件機械加工模式已難以契合快速演變的市場需求,數(shù)字化柔性機加產(chǎn)線順勢而生。柔性機加產(chǎn)線具備快速適應各類汽車零部件品種和規(guī)格的加工能力,而自動上下料系統(tǒng)無疑是達成柔性生產(chǎn)的關(guān)鍵構(gòu)成部分。自動上下料系統(tǒng)的結(jié)構(gòu)及控制系統(tǒng)設(shè)計,在極大程度上左右著柔性產(chǎn)線加工汽車零部件的質(zhì)量與穩(wěn)定性。
當下,國內(nèi)外在自動化上下料系統(tǒng)領(lǐng)域的研究均獲取了一定成果,然而在服務于汽車零部件加工方面,仍存有若干問題亟待進一步探究和化解,例如系統(tǒng)在汽車零部件加工場景中的穩(wěn)定性、可靠性和智能化程度等。針對現(xiàn)存的問題,依據(jù)汽車零部件的加工工藝需求,展開了面向汽車零部件柔性機加生產(chǎn)線自動裝夾系統(tǒng)的研究,設(shè)計了由天軌、工業(yè)機器人、AGV 小車、自動松緊夾具以及自動開關(guān)門系統(tǒng)構(gòu)成的自動上下料系統(tǒng), 并基于西門子 S7-1200PLC進行運動控制與邏輯控制設(shè)計,達成汽車零部件上下料及裝夾過程的無人化。
1、加工對象和工藝要求
加工對象
本柔性生產(chǎn)線的加工對象主要針對凸輪軸、半軸、噴油嘴、連桿、支座、齒輪、葉輪等需要進行車削、銑削或者車銑復合加工的汽車零件。
工藝要求
滿足中小批量、多品種零部件的生產(chǎn)需求;能夠根據(jù)零件的結(jié)構(gòu)和加工要求,合理安排車削和銑削的順序;引入自動上下料系統(tǒng)后加工精度達到機床本身的精度水平, 滿足工件的精度要求;在保證質(zhì)量的前提下,具有較高的加工柔性,盡可能地縮短加工周期,提升加工效率。
2、整體方案設(shè)計
整體生產(chǎn)線布局
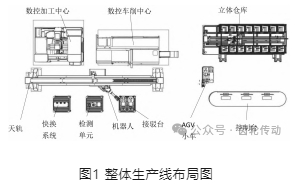
整條柔性機加生產(chǎn)線由立體倉庫、數(shù)控車削中心 (DONABATTCN10)、數(shù)控加工中心(VMC-850L)、自動上下料系統(tǒng)、視覺檢測單元組成,如圖1所示。生產(chǎn)線采用直線型布局,依次布置立體倉庫、數(shù)控車削中心、數(shù)控加工中心和自動上下料系統(tǒng)。自動上下料系統(tǒng)主要由 AGV 小車、接駁臺、天軌(第七軸),工業(yè)機器人、夾爪快換系統(tǒng)、機床自動推拉門、機床自動松緊夾具等模塊組成。
自動上下料系統(tǒng)工作過程
自動上下料系統(tǒng)工作過程如下:
AGV小車從料倉中抓取毛坯件,按照規(guī)劃的路線,將物料移轉(zhuǎn)到接駁臺指定位置,接駁臺傳送帶將物料輸送到指定位置待機器人抓取;機器人根據(jù)物料類型到夾爪快換臺選擇對應合適的夾爪,然后到接駁臺抓取毛坯,精準送到機床夾具指定位置;接著機床夾具將工件夾緊;機器人退出后,機床對零件進行加工;機器人將加工完成的零件從機床中取出, 放置到測量單元;接著機器人將測量完成的工件移送到接駁臺;最后 AGV小車將成品工件移送到立體倉庫進行入庫。
3、機械結(jié)構(gòu)設(shè)計
機器人型號的選擇
柔性機加生產(chǎn)線在應對復雜的上下料任務時,需要上下料機器人在不同的位置和姿態(tài)進行操作,對機器人的靈活性和適應性有較高要求。綜合分析成本、精度、自由度、操作難度、場地布局、負載能力、穩(wěn)定性等多方面因素,本文確定選擇由 ABB集團研制的IRB2600型號的六軸機器人。IRB 2600 型號機器人荷重 20 kg, 工作范圍 1.65m,重定位精度達到 0.04 mm,達到IP67 的防護等級。具有精度高、操作速度快的特點,并提供了包括落地安裝、斜置安裝、壁掛安裝、倒置安裝以及支架安裝等多種靈活的安裝方式。
機器人的安裝方式確定
機器人的安裝方式可以分為固定安裝方式和增加第七軸的安裝方式。考慮到機器人滿足兩臺機床的上下料, 以及零件在兩臺機床的流轉(zhuǎn),本文設(shè)計為增加第七軸的安裝方式。第七軸一般有地軌、立軌以及天軌三種安裝方式。采用天軌安裝可以節(jié)省地面空間,擴大機械手的工作范圍,同時避免與地面設(shè)備和人員的干涉。基于這些優(yōu)點,本設(shè)計選擇天軌安裝方式。根據(jù)上下料的工作區(qū)域和機器人的工作范圍,同時考慮天軌與周邊設(shè)備、建筑物結(jié)構(gòu)等的空間關(guān)系,避免干涉和碰撞,確定天軌的行程為 5m,安裝高度為2m,橫梁中心與加工中心正面擋板的水平距離為1m。
第七軸驅(qū)動和傳動設(shè)計
根據(jù)運動的需求特點,第七軸的驅(qū)動選擇伺服電機驅(qū)動。伺服電機可以精確控制轉(zhuǎn)速、轉(zhuǎn)矩和位置,響應速度快,控制精度高,能夠滿足天軌機器人高精度、高速度的運動需求。傳動方式選擇齒輪齒條傳動。齒輪齒條傳動能夠滿足長距離的較重負載的傳動,傳動效率高,運行精度高。考慮到是長行程的直線運動,負載較重,故本文采用齒輪齒條傳動,配合直線導軌加滑塊進行導向。
1.機構(gòu)運動的需求
(1)運動方向:水平橫向移動;(2)負載重量:M=304+265=569kg(機器人本體及工件負載總重304kg,電機以及電機安裝支座重量估算265kg);(3)移動速度:V=500mm/s=0.5 m/s ;(4)定位精度:0.1 mm;(5)行程: L=5m;(6)加速時間:t=0.1s。
2.關(guān)鍵零部件選型計算
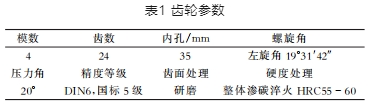
首先分析計算系統(tǒng)加速度、水平推力,接著預選齒輪并計算其負載扭矩、齒輪轉(zhuǎn)速、轉(zhuǎn)動慣量。預選齒輪參數(shù)為齒數(shù)=24,模數(shù) m=4,齒寬=40mm。借助solidworks 軟件的邁迪工具進行齒輪強度校核,校核通過。齒輪相關(guān)參數(shù)如表1。
根據(jù)齒輪參數(shù),選擇相應適配的嚙合齒條,選擇浙昇機械設(shè)備有限公司 552 系列 42CrMo材質(zhì)的斜齒齒條。齒條長度1m,總齒距誤差0.04。根據(jù)行程的長度5m, 使用5條進行拼接安裝。
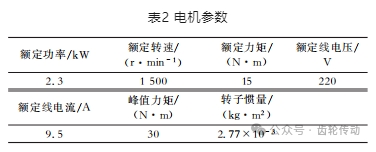
通過功率計算預選杭州勝嘉傳動有限公司110-180 系列130ST-M15015伺服電機。電機參數(shù)如表2。
根據(jù)傳動比選擇杭州勝嘉傳動有限公司研制的 FABZ115-15-P1 型號減速機。減速比為 15 , 轉(zhuǎn)動慣量 0.47kg·cm2。額定輸出力矩為208N·m,大于負載扭矩190.09N·m,滿足要求;容許徑向力為6700N,大于齒輪額定推力4218.75N,滿足要求。
在預選好電機、減速機、齒輪后,再計算校核齒輪的推力、慣量比,經(jīng)校核滿足要求。
導向與限位設(shè)計
在齒輪齒條傳動的基礎(chǔ)上設(shè)計直線導軌進行導向,確保機器人在天軌上移動的精度和平穩(wěn)性。考慮到負載較重,選擇上銀公司(HIWIN )生產(chǎn)的重負荷滾珠線性導軌及滑塊,型號 HGW35HA。該滑軌額定靜負荷91.63kN, 基本動負荷60.21kN,經(jīng)校核滿足使用要求。
為了確保機器人第七軸移動的精確性和平穩(wěn)性,防止機器人第七軸移動超出行程范圍,保障設(shè)備及人員的安全,在第七軸行程的兩端使用行程開關(guān)進行電氣限位。當機器人沿軌道移動到兩端觸碰到行程開關(guān)時,控制系統(tǒng)接收到相應的信號,控制機器人停止運動,實現(xiàn)限位功能。同時為了保險起見,在第七軸的兩端安裝了橡膠塊進行機械限位,實現(xiàn)雙重限位。
天軌本體結(jié)構(gòu)及安裝附件設(shè)計
在完成驅(qū)動系統(tǒng)、傳動系統(tǒng)以及導向定位相關(guān)零部件的設(shè)計和選型后,就可以基于天軌的運動需求以及零部件的安裝連接需求進行天軌本體及安裝附件的結(jié)構(gòu)設(shè)計。除了滿足運動及安裝的需求以外,機器人天軌本體結(jié)構(gòu)要能滿足機器人及其夾持的物料的重量、驅(qū)動系統(tǒng)、傳動系統(tǒng)、安裝連接的附件的靜態(tài)負載的承載要求,同時要滿足工作過程中的動態(tài)負載,保證運行的精度和穩(wěn)定性。
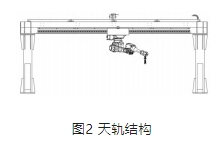
本文所設(shè)計的天軌本體及附件涵蓋橫梁、支撐柱、機器人安裝板、托鏈、防護擋板等,如圖2所示。天軌橫梁和立柱使用矩形管型鋼進行拼焊連接,在關(guān)鍵的受力部位及連接部分設(shè)計了加強肋板。對導軌安裝面、齒條安裝部分進行了精加工和表面處理,并設(shè)計了橫柱輔助導軌及齒條的安裝,確保安裝的位置精度以及可靠性。進行結(jié)構(gòu)設(shè)計時,基于 SolidWorksSimulation,對主要受力的橫梁和立柱的受力狀況進行了有限元分析,同時對橫梁和立柱進行結(jié)構(gòu)的拓撲優(yōu)化,確定了天軌橫梁以及立柱的結(jié)構(gòu)形狀與尺寸,滿足了承載和安裝的要求。
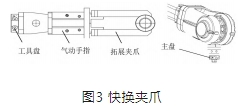
機器人末端夾爪的設(shè)計
根據(jù)加工對象的結(jié)構(gòu)特點,機器人末端夾爪的設(shè)計選用平行外夾式氣動手指,并根據(jù)零件的結(jié)構(gòu)新增不同的拓展夾爪和氣動手指連接,滿足軸類和方形零件的夾取,確保抓取的穩(wěn)定性和準確性。
另外,機器人末端夾具使用快換裝置設(shè)計,可以針對不同的零件使用不同的拓展夾爪,實現(xiàn)快速換爪,大大縮短工具更換時間,提高生產(chǎn)效率。該裝置由兩部分組成, 分別是主盤和工具盤。主盤一般安裝在機器人手臂上, 工具盤則安裝在需要更換的夾爪上,其結(jié)構(gòu)如圖3所示。
接駁臺設(shè)計
在自動上下料的過程中,不同設(shè)備或工序之間的工作節(jié)奏可能存在差異,這時就有必要增設(shè)一個物料接駁臺。接駁臺可以暫存物料,使上下料的流程更加順暢,避免因節(jié)奏不一致導致的生產(chǎn)中斷。同時,接駁臺能夠?qū)崿F(xiàn)物料的準確定位和定向。通過特定的結(jié)構(gòu)和裝置,確保物料在傳遞過程中保持正確的姿態(tài)和位置,從而提高上下料的精度和準確性。
為了避免在上下料過程中 AGV 小車和上下料機器人發(fā)生位置的干涉,接駁臺使用傳送帶設(shè)計,使物料從遠端傳送到靠近機床的一端。AGV 小車從倉庫取出的物料先放置到傳送帶的遠端,再由傳送帶傳送到靠近機床的近端待機械手抓取。
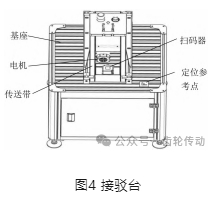
同時考慮到 AGV 小車在行走過程會有一定的位置誤差,在接駁臺上設(shè)計了一個用于位置校正補償?shù)幕谝曈X識別的位置參考點,AGV 小車每次移送物料到接駁臺放置物料前,都先掃描參考點進行位置的校正補償,再把物料放置到傳送帶的指定位置。避免因為 AGV 小車位置誤差導致物料放置位置的偏差,確保每次物料放置位置的準確性和一致性。此外,接駁臺上還設(shè)計了基于射頻識別的掃碼器,來讀取工件訂單信息,實現(xiàn)物料加工全過程跟蹤和追溯。
接駁臺由基座、電機、傳送帶、耐磨條、掃碼器等部分組成。由電機驅(qū)動,帶動同步帶運動進行傳送物料。結(jié)構(gòu)示意圖如圖4所示。
4、控制系統(tǒng)設(shè)計
控制流程
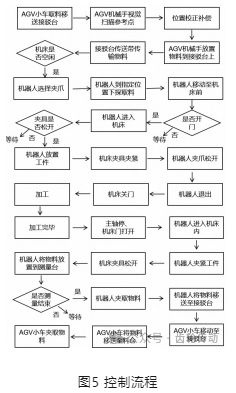
柔性機加生產(chǎn)線的生產(chǎn)起始于 ERP 系統(tǒng)下達訂單任務,MES系統(tǒng)接收并解析訂單詳情,結(jié)合產(chǎn)線設(shè)備狀態(tài)、物料庫存等實際情況 進行生產(chǎn)計劃排程。排程信息下達至自動上下料系統(tǒng)的控制程序后,由 PLC 控制程序的邏輯判斷、運動控制、通信等不同模塊與 MES系統(tǒng)協(xié)同完成上下料的動作過程。本文根據(jù)柔性機加生產(chǎn)線自動上下料系統(tǒng)的具體動作過程,制定了相應的控制流程,如圖5所示,并基于此設(shè)計控制系統(tǒng)硬件架構(gòu)、IO 接口分配以及控制程序。
系統(tǒng)硬件架構(gòu)
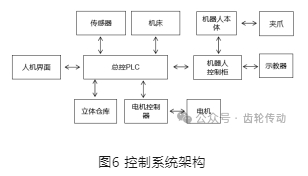
整個柔性生產(chǎn)線控制系統(tǒng)硬件主要包括總控PLC、人機界面、天軌電機驅(qū)動器、天軌電機、機器人控制柜、立體倉庫控制器以及傳感器系統(tǒng),如圖6所示。采用混合控制方式, 立體倉庫配備了獨立的 PLC 以實現(xiàn)精準地倉儲管理,加工機床和機器人擁有專屬的控制器保障其高效運作,同時設(shè)置了西門子 S7-1200PLC作為總控對整體系統(tǒng)進行協(xié)調(diào)控制。各部分與總控PLC實時通信,進行數(shù)據(jù)交互。
I/O 接口分配
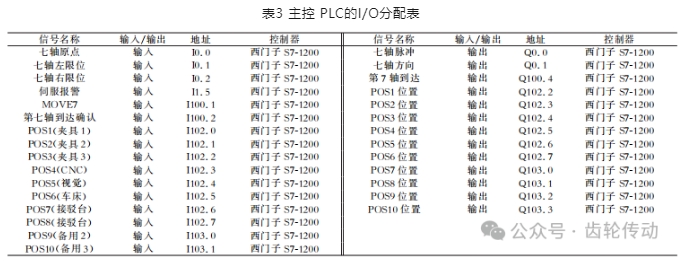
PLC控制過程簡單來說就是將外部輸入信號轉(zhuǎn)換為外部設(shè)備能夠識別的電信號,從而控制外部的執(zhí)行機構(gòu)。要實現(xiàn) PLC與其它設(shè)備之間能夠準確、穩(wěn)定和高效地進行數(shù)據(jù)交換和通信,就要基于通信協(xié)議合理進行各硬件的 I/O 接口設(shè)計。根據(jù)各硬件的輸入輸出信號的需求分析, 包括來自傳感器的模擬量和數(shù)字量輸入信號,以及向執(zhí)行器發(fā)送的模擬量和數(shù)字量輸出信號,選用相應的輸入輸出模塊,并進行了地址分配,遵循電氣連接與布線規(guī)范,并將在系統(tǒng)搭建完成后進行全面測試與驗證。主控 PLC 的 I/O分配如表3。
控制程序
本文在設(shè)計控制程序時,采用了模塊化設(shè)計理念以確保系統(tǒng)的高效性與穩(wěn)定性,包括系統(tǒng)初始化模塊、運動控制模塊、數(shù)據(jù)采集與處理模塊、邏輯判斷模塊及通信模塊。針對不同功能模塊創(chuàng)建獨立的函數(shù)或類,例如為系統(tǒng)初始化創(chuàng)建專門的“init_system”函數(shù),數(shù)據(jù)采集與處理可設(shè)計“data_acquisition”模塊,邏輯判斷則構(gòu)建“logic_judgment”模塊。各模塊各司其職、協(xié)同合作,使控制程序得以精準指揮整個產(chǎn)線高效穩(wěn)定運行,達成物料自動上下料的智能化運作,有力提升柔性機加生產(chǎn)線的生產(chǎn)效能與自動化水平。
在自動上下料過程中,涉及不同設(shè)備單元的協(xié)同工作問題,為了確保安全,編制PLC控制程序時要特別考慮安全互鎖的要求。要根據(jù)預設(shè)的條件和邏輯規(guī)則來判斷和執(zhí)行相應的操作,有效地實現(xiàn)安全互鎖。比如機器人上下料時要考慮機床推拉門的開合以及夾具的松緊協(xié)同問題。
5、虛擬仿真調(diào)試
自動上下料系統(tǒng)在實際投產(chǎn)運行之前,要對 PLC控制程序、工藝過程、機器人操作進行虛擬仿真及調(diào)試,對發(fā)現(xiàn)的問題進行優(yōu)化調(diào)整,確保系統(tǒng)運行的穩(wěn)定性和可靠性。
PLC控制程序的仿真基于博途軟件進行,在博途中按照控制要求編好 PLC程序后,進行硬件組態(tài)、輸入輸出模塊,以及通信配置。通過模擬輸入信號,觀察 PLC輸出的變化,驗證控制程序的正確性和穩(wěn)定性。工藝過程的仿真使用 ProcessSimulate軟件進行,在軟件中定義各部件的運動軌跡、動作順序和時間間隔,模擬物料在生產(chǎn)線上 的流動過程。通過與 PLC 控制程序進行連接,實現(xiàn)控制 邏輯與工藝過程的協(xié)同仿真,檢查工藝過程中是否存在碰撞、干涉等問題。工業(yè)機器人的仿真使用 ABB機器人自帶的軟件進行,通過仿真優(yōu)化機器人的動作軌跡,并與 PLC控制程序、工藝過程仿真進行整合,確保整個上下料過程的協(xié)同工作。
6、結(jié)論
本文設(shè)計的柔性機加生產(chǎn)線自動上下料系統(tǒng),通過合理的方案設(shè)計、機械結(jié)構(gòu)設(shè)計選型和控制模塊開發(fā),能夠滿足車削、銑削以及車銑復合類汽車零件的加工需求,提高生產(chǎn)效率和加工質(zhì)量,具有較高的柔性和系統(tǒng)穩(wěn)定性。通過虛擬仿真設(shè)計與驗證為系統(tǒng)的實際應用提供了可靠地驗證,縮短了柔性加工生產(chǎn)線上下料系統(tǒng)的開發(fā)周期, 降低現(xiàn)場調(diào)試成本和機械結(jié)構(gòu)優(yōu)化成本。未來,隨著技術(shù)地進步以及研究地深入,該系統(tǒng)還可進一步優(yōu)化和完善, 以適應更復雜的生產(chǎn)環(huán)境和更高的生產(chǎn)要求。
參考文獻略.