隨著航空工業(yè)的快速發(fā)展,高強(qiáng)度鋼、超高強(qiáng)度鋼在航空制造業(yè)中得到廣泛應(yīng)用,尤其是飛機(jī)的重要受力構(gòu)件大多選用高強(qiáng)度鋼。而鋼的氫脆敏感性或氫致后斷裂敏感性隨其強(qiáng)度增大而升高,尤其抗拉強(qiáng)度大于 1000 MPa 的高強(qiáng)度鋼對(duì)氫脆問(wèn)題更加敏感。
當(dāng)金屬材料在加工制造過(guò)程以及使用環(huán)境中受到氫的侵入,氫會(huì)在材料中擴(kuò)散并聚集,使材料的承載能力降低,塑性下降,在經(jīng)過(guò)一段時(shí)間后,材料在低于屈服強(qiáng)度的拉應(yīng)力作用下突然發(fā)生斷裂的現(xiàn)象稱(chēng)為氫脆。氫脆是一種瞬間發(fā)生的脆性開(kāi)裂,往往呈現(xiàn)出批次性特征,且以現(xiàn)有的手段難以檢測(cè),因此這種斷裂的危害性極大,嚴(yán)重威脅著鋼制件的使用安全。
半個(gè)多世紀(jì)以來(lái),國(guó)內(nèi)外研究人員從機(jī)理、損傷表現(xiàn)、影響因素以及工程控制等方面對(duì)氫脆進(jìn)行了大量研究,形成了氫壓、表面吸附、弱鍵、氫與位錯(cuò)交互作用等理論。李星國(guó)對(duì)金屬的氫脆及其產(chǎn)生機(jī)制進(jìn)行了研究,總結(jié)并提出了消除應(yīng)力、表面噴丸等提高材料韌性的措施來(lái)減少氫脆現(xiàn)象。付雷分析了高強(qiáng)度鋼焊接后的充氫對(duì)其斷裂位置的影響,發(fā)現(xiàn)充氫的電流密度越大,拉伸條件下斷裂位置從母材區(qū)向焊接熱影響區(qū)轉(zhuǎn)移趨勢(shì)越明顯。目前,對(duì)氫脆的研究主要是如何避免工作過(guò)程中氫脆的發(fā)生,對(duì)于零件制造過(guò)程及加工方式引起的表面殘余應(yīng)力狀態(tài)改變及其對(duì)氫脆的影響研究還較少開(kāi)展。
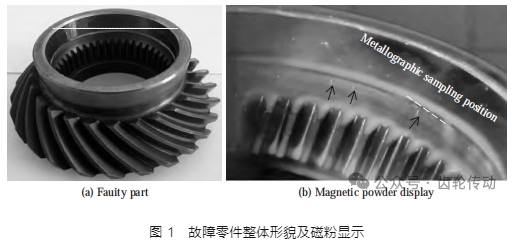
18 件減速小錐齒輪在內(nèi)徑鍍鉻位置經(jīng)磨削工序后進(jìn)行磁粉檢測(cè)時(shí),發(fā)現(xiàn)其中 17 個(gè)零件在鍍鉻區(qū)與焊縫區(qū)域中間位置存在沿齒輪軸線方向分布的磁痕顯示。減速小錐齒輪組件由軸套和減速小錐齒輪慣性摩擦焊焊接而成,材料均為 18CrNi4A,其軸套內(nèi)徑表面鍍鉻,鍍層厚 0.12~0.17 mm。
本研究通過(guò)宏微觀觀察、硬度測(cè)試、殘余應(yīng)力測(cè)試、氫含量分析等手段,開(kāi)展工藝試驗(yàn),分析鍍鉻工序?qū)浜康挠绊懀约昂附訁^(qū)域加工方式對(duì)表面殘余應(yīng)力狀態(tài)的影響,判斷減速小錐齒輪組件裂紋性質(zhì)和原因,提出改進(jìn)措施,以避免故障的再次發(fā)生。
1、試驗(yàn)過(guò)程與結(jié)果
宏觀觀察
故障件宏觀形貌見(jiàn)圖 1。磁痕顯示位于故障件內(nèi)孔槽鍍鉻過(guò)渡區(qū)與摩擦焊接區(qū)之間的基體表面(圖 1a 中虛線區(qū)域),沿軸向分布(圖 1b),未見(jiàn)其他異常損傷痕跡。
微觀觀察
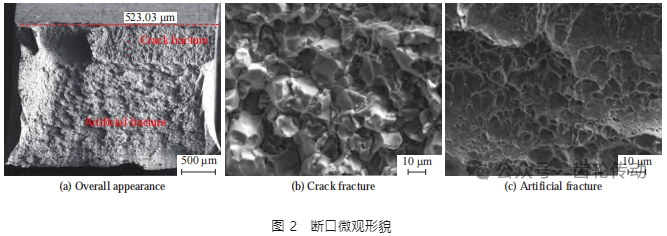
沿裂紋處打開(kāi),在掃描電鏡下觀察斷面,形貌如圖 2 所示。由圖 2 可見(jiàn),裂紋斷面與人工斷口界限明顯,形貌差異明顯,裂紋深約 0.52 mm。裂紋斷面大致與零件表面垂直,斷口整體干凈,呈沿晶形貌,未見(jiàn)變色、腐蝕等跡象(圖 2a);人工斷口呈明顯的韌窩特征(圖 2b),兩部分?jǐn)嗫凇?/p>
金相組織分析
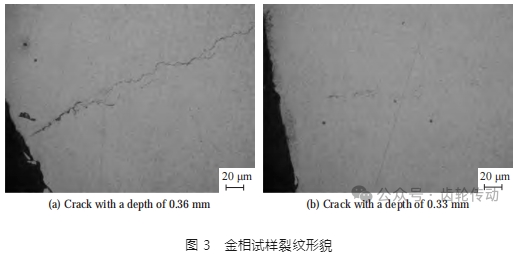
垂直于裂紋制取橫向金相試樣(切取圖 1b 中虛線標(biāo)識(shí)截面),可觀察到 2 條裂紋,其延伸方向均大致與試樣表面垂直。兩裂紋均呈沿晶擴(kuò)展特征,兩側(cè)未見(jiàn)氧化、脫碳及腐蝕現(xiàn)象。其中一條裂紋由試樣表面向內(nèi)部延伸,長(zhǎng)度為 0.36 mm(圖 3a);另一條則位于試樣內(nèi)部,未在表面開(kāi)口,長(zhǎng)度為 0.33 mm(圖 3b)。
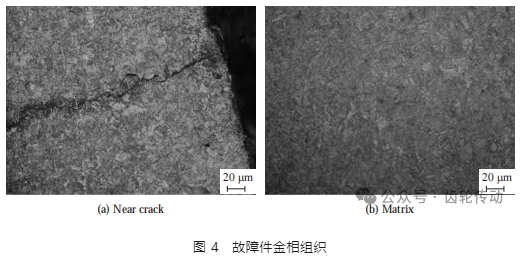
裂紋附近金相組織為低碳馬氏體+少量鐵素體,未見(jiàn)異常(圖 4a)。沿零件軸向切取金相試樣,故障件裂紋區(qū)與鍍鉻區(qū)基體以及花鍵區(qū)心部組織均為回火馬氏體+鐵素體,組織未見(jiàn)異常(圖 4b)。
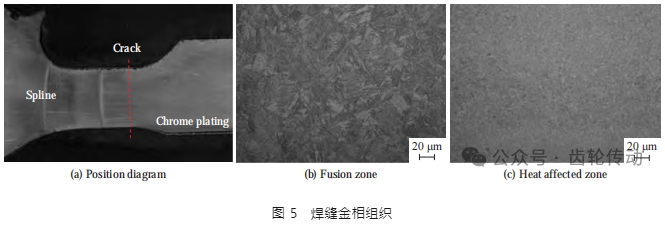
縱向切取故障件內(nèi)孔槽位置制取金相試樣,腐蝕后觀察可見(jiàn),裂紋位置距焊接熱影響區(qū)約 2.30 mm,距離鍍鉻區(qū)約 0.35 mm(圖 5)。焊接熔合區(qū)及熱影響區(qū)未見(jiàn)明顯冶金缺陷。
能譜分析
對(duì)裂紋斷面和人工斷口表面進(jìn)行能譜測(cè)試,結(jié)果見(jiàn)表 1。材料成分符合 18CrNi4A 的技術(shù)要求,斷口表面除基體元素外,未見(jiàn)其他異常元素。

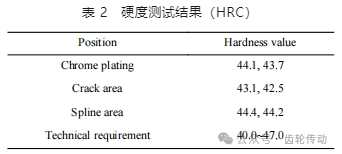
顯微硬度測(cè)試
在金相試樣上對(duì)鍍鉻區(qū)心部、裂紋區(qū)域、花鍵區(qū)域分別進(jìn)行顯微硬度測(cè)試,按 GB/T 1172— 1999 將維氏硬度轉(zhuǎn)換成洛氏硬度,結(jié)果見(jiàn)表 2。可見(jiàn)各區(qū)域硬度差別不大,符合技術(shù)要求。
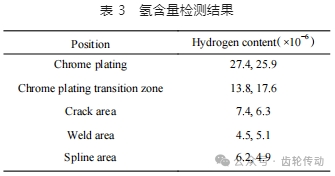
氫含量分析
對(duì)零件鍍鉻區(qū)、鍍鉻過(guò)渡區(qū)、裂紋區(qū)、焊接區(qū)和花鍵區(qū)分別取直徑為 1 的試樣,使用氫分析儀測(cè)試氫含量,結(jié)果見(jiàn)表 3。
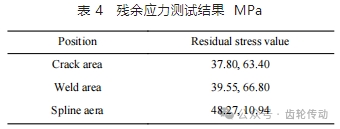
殘余應(yīng)力測(cè)試
分別對(duì)故障件內(nèi)孔槽裂紋區(qū)、焊接區(qū)以及花鍵區(qū)進(jìn)行殘余應(yīng)力測(cè)試,結(jié)果見(jiàn)表 4。可見(jiàn)零件該區(qū)域均為殘余拉應(yīng)力。
2、分析與討論
故障件金相組織未見(jiàn)異常,心部硬度符合技術(shù)要求,主要合金元素含量基本符合 18CrNi4A 技術(shù)要求。焊接熔核區(qū)及熱影響區(qū)未見(jiàn)裂紋、氣孔、未焊合等冶金缺陷。
故障件裂紋位于內(nèi)孔槽鍍鉻過(guò)渡區(qū)與焊接區(qū)之間的基體表面,均沿軸向大致平行分布;裂紋金相及斷口均呈沿晶特征,兩側(cè)未見(jiàn)氧化、脫碳、腐蝕等現(xiàn)象,并存在萌生于亞表面的裂紋;斷口表面干凈,能譜分析也未見(jiàn)異常元素。以上結(jié)果顯示,該裂紋特征與氫致裂紋特征相符。
故障件各部位的氫含量測(cè)試結(jié)果顯示,鍍鉻區(qū)、鍍鉻過(guò)渡區(qū)以及裂紋區(qū)域的氫含量均超過(guò) 6×10−6。對(duì)于一般鋼來(lái)說(shuō),氫含量達(dá)到 5×10−6 以上就可能會(huì)引起氫致裂紋的產(chǎn)生。因此,對(duì)于故障件裂紋部位來(lái)說(shuō),過(guò)高的氫含量為裂紋在該部位萌生提供了內(nèi)部條件。從應(yīng)力測(cè)試結(jié)果來(lái)看,零件裂紋區(qū)域、焊接區(qū)域表面均為拉應(yīng)力,該位置的表面應(yīng)力狀態(tài)為裂紋萌生提供了外部條件。
故障件材料為 18CrNi4A,抗拉強(qiáng)度超過(guò) 1300 MPa,屬于對(duì)氫脆敏感性高的高強(qiáng)鋼;故障件的軸套內(nèi)徑鍍鉻,鍍鉻工藝本身屬于析氫量較高、氫脆傾向大的工藝;該組件為焊接組合件,經(jīng)過(guò)多道的車(chē)削、磨削、拋光、酸洗等工序,零件本身承受的殘余應(yīng)力和內(nèi)部應(yīng)力相對(duì)較大。由此來(lái)看,故障件本身的結(jié)構(gòu)和加工工藝特點(diǎn)決定其具有產(chǎn)生氫脆的 3 方面要素,如果過(guò)程控制不當(dāng),就易引發(fā)氫脆。
綜上所述,故障件裂紋性質(zhì)為氫致裂紋,裂紋部位附近過(guò)高的氫含量和表面殘余拉應(yīng)力狀態(tài)的共同作用導(dǎo)致裂紋在該部位萌生。
3、工藝排查及試驗(yàn)
工藝排查
從引入氫元素和表面拉應(yīng)力狀態(tài)兩方面排查整個(gè)加工過(guò)程。主要有以下工序:
1)零件內(nèi)徑經(jīng)鍍鉻和酸洗。該工序中都是充氫過(guò)程,如果工藝控制不當(dāng),就會(huì)產(chǎn)生氫致裂紋和氫壓裂紋。
2)焊接。焊接工藝不合適,引入過(guò)量的 H,冷卻至室溫后會(huì)出現(xiàn)焊接冷裂紋,其本質(zhì)也是氫壓裂紋。從檢查結(jié)果來(lái)看,裂紋未發(fā)生在焊接區(qū),可排除焊接因素。
3)零件加工。裂紋所在零件區(qū)域經(jīng)焊接并拋光后的粗糙度要求為 0.8,經(jīng)復(fù)測(cè)該位置的粗糙度符合要求。但觀察零件實(shí)物,該區(qū)域存在明顯的圓周方向的加工刀痕,無(wú)拋光痕跡,判斷該區(qū)域未進(jìn)行拋光工序。經(jīng)復(fù)查原技術(shù)要求,拋光工序?yàn)殛P(guān)鍵過(guò)程,要求仔細(xì)進(jìn)行拋光,但拋光工序的作用不明確。
復(fù)查工藝要求,零件內(nèi)軸徑焊縫區(qū)域共經(jīng)歷 3 道磨削工序,每次磨削后均要進(jìn)行消除應(yīng)力處理。核對(duì)該零件加工過(guò)程,實(shí)際采用以車(chē)代磨的連續(xù)加工工序,合并單道車(chē)削工序后進(jìn)行消除應(yīng)力。
綜合以上分析,通過(guò)開(kāi)展工藝試驗(yàn)確定鍍鉻時(shí)間及鍍鉻工藝本身對(duì)零件不同位置氫含量的影響,確定加工過(guò)程中不同工序?qū)Ρ砻鏆堄鄳?yīng)力狀態(tài)的影響,從而確定更加合理的工藝路線和工藝參數(shù),避免氫脆現(xiàn)象的發(fā)生。
工藝試驗(yàn)及結(jié)果
1)鍍鉻工藝、鍍鉻時(shí)間對(duì)氫含量的影響
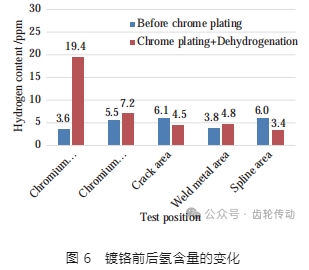
在鍍鉻工序前后分別對(duì)零件不同區(qū)域的氫含量進(jìn)行測(cè)試,結(jié)果見(jiàn)圖 6。
經(jīng)不同鍍鉻時(shí)間后,鍍鉻區(qū)域的氫含量測(cè)試結(jié)果見(jiàn)圖 7。
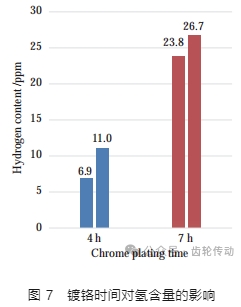
由圖 6 可知,在鍍鉻工序前,零件基體不同區(qū)域的氫含量差別不大且水平較低,最高僅為 6.1×10−6 ;經(jīng)過(guò)鍍鉻工序后,鍍鉻區(qū)域的氫含量明顯升高,由 3.6×10−6 上升到 19.4×10−6 ,且遠(yuǎn)高于非鍍鉻區(qū)。由圖 7 可知,隨著鍍鉻時(shí)間的延長(zhǎng),零件鍍鉻區(qū)域的氫含量也明顯升高。由此可知,鍍鉻工序會(huì)將 H 引入零件基體,故在滿(mǎn)足鍍層厚度要求的基礎(chǔ)上,應(yīng)嚴(yán)格控制鍍鉻時(shí)間,以減少該工序過(guò)程中引入的 H。
2)焊接前后殘余應(yīng)力影響試驗(yàn)
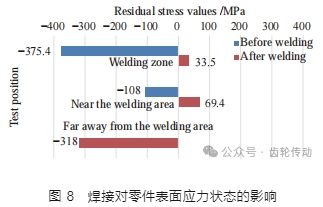
慣性摩擦焊工序前后,分別對(duì)零件焊接區(qū)域及其附近進(jìn)行表面殘余應(yīng)力測(cè)試,結(jié)果見(jiàn)圖 8。由圖 8 可知,經(jīng)焊接工序后,焊接區(qū)域及其附近表面應(yīng)力狀態(tài)均由壓應(yīng)力轉(zhuǎn)變?yōu)槔瓚?yīng)力;而遠(yuǎn)離焊接位置的區(qū)域表面殘余應(yīng)力值與焊接前相當(dāng),未發(fā)生明顯變化。因此,焊接后若殘余拉應(yīng)力消除不及時(shí)或不徹底,都會(huì)對(duì)零件后續(xù)應(yīng)力狀態(tài)產(chǎn)生不利影響。
3)拋光、車(chē)削工藝對(duì)焊縫區(qū)域殘余應(yīng)力影響對(duì)比試驗(yàn)
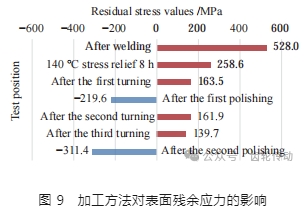
對(duì)零件的焊接區(qū)域在經(jīng)歷焊接、消除應(yīng)力、車(chē)削加工以及拋光工序后,分別進(jìn)行表面殘余應(yīng)力測(cè)試,結(jié)果見(jiàn)圖 9。由圖 9 可知,焊接工序后的表面拉應(yīng)力達(dá)到最大值 528.0 MPa;消除應(yīng)力工序后,拉應(yīng)力明顯降低至 258.0 MPa,說(shuō)明消除應(yīng)力工序可有效降低零件應(yīng)力水平。每次車(chē)削工序后,零件表面應(yīng)力狀態(tài)約為拉應(yīng)力 150.0 MPa。零件僅在每次經(jīng)歷拋光工序后,表面應(yīng)力狀態(tài)由拉 應(yīng)力轉(zhuǎn)變?yōu)閴簯?yīng)力,表明拋光工序可有效改變基體表面應(yīng)力狀態(tài),預(yù)防氫脆現(xiàn)象的發(fā)生。
參考以上工藝試驗(yàn)結(jié)果,為了避免零件氫脆現(xiàn)象的發(fā)生,采取如下措施:控制鍍鉻的時(shí)間;焊接后及時(shí)進(jìn)行消除應(yīng)力;嚴(yán)格按照工藝規(guī)程要求進(jìn)行拋光工序。采用改進(jìn)后的工藝進(jìn)行了 2 批次共 40 件零件的生產(chǎn),所有零件鍍鉻磨削后均未再出現(xiàn)磁痕顯示。
4、結(jié)論
1)減速小錐齒輪組件裂紋性質(zhì)為氫致脆性裂紋。
2)裂紋部位附近過(guò)高的氫含量和表面殘余拉應(yīng)力狀態(tài)的共同作用導(dǎo)致裂紋的萌生。
3)控制鍍鉻的時(shí)間,及時(shí)除氫和消除應(yīng)力,控制焊接位置加工方式,可有效避免氫脆故障的發(fā)生。
參考文獻(xiàn)略.