1 磨齒臺階形成原因
在齒輪齒部磨齒時,在加工到圖紙尺寸時,齒根部會出現凸臺,就是我們通常說的磨齒臺階,其形成原因基本可分為以下幾類:
齒輪結構特殊:對于類似于齒圈等薄壁類的齒輪結構,在滲碳和淬火過程中整體會發生比較大的徑向漲大變形和齒寬方向上錐度變形,導致磨齒時在部分齒的單側齒面根部或齒寬上一段齒根出現臺階。
齒輪原材料組織不均勻: 硬齒面齒輪坯通常采用低碳合金鋼鍛件,由于鋼錠及鍛造工藝的原因,齒輪坯內部組織不均勻會導致在滲碳淬火過程中組織結構變化不均勻,齒部發生熱處理變形,部分齒根磨齒時出現磨齒臺階。
熱處理裝爐不合理:齒輪在滲碳前裝爐時,通常為了提高生產效率和經濟性,通常滿載,餅狀齒輪多層疊放,但對于環狀和薄壁狀等結構剛性不足的齒輪,這樣裝爐會導致齒輪在滲碳淬火 830C°~930C°高溫加熱過程中發生塑性變形,同樣會出現嚴重的翹曲變形,磨齒時會在齒寬上某一段出現磨齒臺階。
砂輪進深不夠: 由于齒輪變形或砂輪進深沒有越過齒根挖根位置,在齒根處會凸出一條窄棱,形成磨齒臺階。
2 磨齒臺階的影響
齒輪根部臺階影響齒輪的傳動性能和產品的可靠性,主要有以下兩個方面:
①由于齒根部出現磨齒臺階,造成齒輪副嚙合時干涉,即使臺階位置已不位于嚙合區域,甚至已經處于齒形的過渡曲線上,都會由于齒根部臺階高于齒面,在齒輪旋轉過程中與相配齒輪的齒頂干涉,在齒輪箱試車過程中就會產生明顯噪音和振動。
②齒面出現臺階說明在磨齒過程中磨削去除量過多, 超過了工藝在預切齒時的留磨量,相應的齒面上的滲碳層深也去除過多,存在齒面滲碳層深達不到圖紙要求的風險,齒面的硬度會相應降低,影響產品使用壽命。
3 磨齒臺階的預防和修整
磨齒臺階的出現對產品質量造成負面影響,在滲碳淬火齒輪工藝設計時得綜合考慮避免磨齒臺階工藝方法和出現磨齒臺階后的處理方案,在非標小批量齒輪生產中,避免磨齒臺階的工藝設計中主要重點考慮以下幾個方面:①通過設置預熱處理工藝,優化零件滲碳淬火時零件結構等措施減小熱處理變形。②對零件加工及熱處理操作需加強監督,如易變形零件裝爐時的零件下端面是否墊平和墊實,熱處理淬火設備油液循環系統是否良好等等。③針對變形大的零件設計專用預切齒刀具,根據圖紙要求合理設置砂輪進深位置,需根據相應統計變形數據加深滲碳工藝層深。
對于已出現磨齒臺階的情況來說,除了因為砂輪進深位置導致出現磨齒臺階只需繼續加大砂輪進深可以消除外,其它情況出現的磨齒臺階均需謹慎操作修整。在修整磨削臺階的工藝中,參數設置不合理會導致砂輪頂端擦傷齒根底部或側面,由于擦傷齒根底部時的磨削量是磨削齒面約 3 倍的切削量,非常容易造成磨削燒傷,造成報廢;有的齒輪根部有噴丸強化要求,不允許磨削齒根,這種砂輪碰到齒根的情況更需避免發生。
經分析磨齒機參數設置及其磨削過程,修整磨齒臺階必須保證不擦傷齒根,因此在磨齒機中需認真研究兩個關鍵參數:砂輪進深位置 DF(齒根工作圓)和砂輪圓角系數 β(砂輪實際圓角 r 和模數 m 的比值),其獲得方式及原因如下:
①砂輪進深既能保證磨到 dnf(漸開線起始圓,圖紙上有要求或根據相配齒輪計算出來)位置又不碰到齒輪根部,這一點需要獲得真實的齒輪齒根圓 df;據此在修整臺階前需在磨齒機上測量出齒輪實際齒根圓尺寸,為了獲得變形后齒輪實際最大齒根圓尺寸,需測量齒輪齒寬方向兩端處的齒根圓,圓周方向上需八點以上均布的測量點,修整臺階時砂輪實際進深位置 DF 需遠離齒輪根部 df。
②由于砂輪進深比較深,砂輪頂端圓角需保證不能擦傷齒輪根部的側面,這一點需重新修整后的砂輪頂端圓角 r 大于齒輪根部實際圓角 R 。齒輪根部的實際圓角 R 可從該沉淪的滾刀齒形圖中查得。
根據以上分析及能獲得的數據,可歸納出對于外齒在修整磨齒臺階時需輸入的磨齒參數計算公式為:
β(砂輪圓角系數)≥R(滾刀圓角)/m(齒輪模數),r(砂輪圓角)=β*m;
DF(齒根工作圓)≥dnf(漸開線起始圓)-2r(砂輪圓 角),DF(齒根工作圓)>df(實測齒輪齒根最大值)。
以模數 15 的大直徑滲碳淬火齒圈磨齒臺階修整為例,圖 1 為加工該齒圈定制的專用滾刀齒形,從圖中查得齒根部實際圓角為 R=4.244mm。磨齒機中砂輪圓角系數 β 需大于 R/m=4.244/15=0.2829,可以取 β=0.3 輸入磨齒機,即砂輪圓角 r=0.3×15=4.5mm;從圖紙查 dnf=3199.22mm,對 于輸入 DF 值,先計算 dnf-2r=3199.22-2×4.5=3190.22mm, 該值大于從磨齒機測得齒根圓報告(如圖 2 所示)中得出的齒輪齒根最大值為 df=3182.8088mm,故在磨齒機參數中可取整輸入 DF=3191mm。按此相應參數在成形磨齒機上修整后的磨齒臺階沒有擦傷齒根并且符合設計要求。
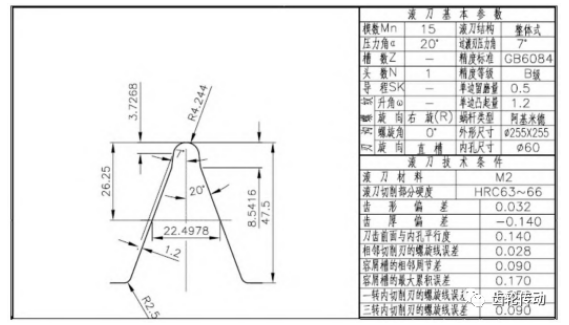
圖 1 專用留磨滾刀齒形圖

圖 2 成形磨齒機齒根圓測量報告
4 結論
通過分析磨齒臺階形成原因,量化影響磨齒臺階修整的關鍵因素,利用現場實際可獲得的手段進行處理數據,在成形磨齒機上可靠地進行臺階修整加工,豐富了齒輪加工和修復手段,提高了產品性能可靠性和生產效率。