摘要:介紹了根據用戶要求,提供整套技術方案的工藝創新。從加工刀具、冷卻方式、加工設備、二次對刀等方面進行綜合對比。最后,測得相應的工藝參數。
關鍵詞:硬質合金刀具,干切技術,臥式滾齒機,二次對刀
軸類齒輪由于模數小、齒數少、生產批量大、精度要求高,采用傳統的剃、珩、磨加工困難且經濟性差。在此背景下,對傳統加工方法進行創新改革,采用高速、高效、高精度的加工設備和加工工藝,就顯得非常迫切。
根據我們對客戶的加工要求的了解,對傳統加工工藝進行了創新,對用戶的工藝路徑、加工設備、刀具選擇等方面都做了一系列的改進,取得了優越的工藝性能。幾年來,我們在學習國外先進經驗,結合用戶實際情況,進行一系列的創新,積累了一些經驗。在此,僅從新工藝實踐、新設備改進的角度,結合用戶的實例,進行概述。
以客戶的一款產品為例(圖一):該零件為新能源汽車的一個電機軸,端部花鍵長度為35.8mm,模數1.5,齒數21,壓力角30,滲碳淬火后,表面硬度為HRC56-62。表面粗糙度3.2以上,6級精度要求。以高速干切滾齒技術提供解決方案。圍繞這一目標,我們對各個工藝環節進行綜合對比:
一、 切削刀具
進行高速干切滾齒加工的滾刀性能主要取決于以下三個方面:刀具材料、表面涂層、滾刀參數與結構的設計與制造。現行切齒刀具的材料可以歸結為四類:硬質合金、陶瓷、粉末冶金高速鋼和高性能高速鋼。陶瓷材料作為車刀刀片使用早已普及,做為復雜齒輪刀具,目前還無法實現。但陶瓷材料的某些優異性能應是進行高速干切工藝所最需要的。因此,陶瓷材料在高速干切滾刀上的應用也將是一個必然的發展趨勢,特別是在硬齒面刮削刀具上的應用前景看好。目前用于高速干切硬齒面加工的滾刀材料主要是硬質合金一類,而用于軟齒面高速干切加工的滾刀材料主要是高速鋼,也有采用硬質合金的。
采用高速干切削,若僅僅使用目前已有熱穩定性好刀具材料優化刀具幾何形狀,仍未能達到很好效果。因此,采用刀面上涂覆隔熱性好硬涂層具有固體潤滑性能軟涂層,使刀具能承受更高切削溫度。
涂層主要有兩點作用:其一,提供了低摩擦層,減少了刀具與工件表面之間摩擦粘結,相當于切削液潤滑作用;其二,刀具切削之間起到隔熱作用,阻止切削熱向刀具傳播,相當于切削液冷卻作用。
高速干切的核心問題是刀具的磨損問題,因此在切削過程中密切注意刀具的磨損情況,除加工工件的齒廓檢查外,也可結合傳統的刀刃磨損檢查,采取較好的進給方式和確定合理的重磨時間。根據刀具的磨損情況及時調整工藝,這對提高加工精度,較好地實施高速干切滾齒工藝是至關重要的。對于切削速度,進給量,切深三大切削參數的選擇,我們進行了綜合對比,最終我們選擇了性價比高的粉末冶金合金鋼滾刀作為解決方案。
二、冷卻方式
高速干切技術的冷卻方式主要是進行空氣冷卻,以壓縮空氣冷卻系統替代濕切滾齒機的冷卻系統。在空冷的基礎上,增加微潤滑裝置,這樣刀具的使用壽命和表面切削質量可以得到很大提高。
微潤滑的原理是通過精密的嘖油裝置將微量的潤滑劑噴到切削加工的刀刃上進行潤滑,這個過程多半是通過壓縮空氣進行的。微潤滑與傳統的油潤滑有著本質的區別。傳統的油潤滑擔負著沖洗、冷卻、潤滑三大功能,油的用量很大,切削加工時以礦物油為基礎添加極壓抗磨劑配制的潤滑油對工作人員和環境造成危害。微潤滑只起潤滑作用,其余的功能由壓縮空氣承擔。微潤滑所使用的潤滑劑是一種從植物中提煉的純天然環保安全可生物分解的潤滑油,對人員及環境不造成危害。該產品是由精煉基礎油復配不同比例的硫化豬油、硫化脂肪酸酯、極壓抗磨劑、潤滑劑、防銹劑、防霉殺菌劑、抗氧劑、催冷劑等添加劑合成,產品因此具有極佳的對數控機床本身、刃具、工件的徹底保護性能。切削油有超強的潤滑極壓效果,有效保護刀具并延長其使用壽命,可獲得極高的工件精密度和表面光潔度。微潤滑裝置的安裝調整控制都較簡單,一次性投入也不高,但效果是肯定的。
三、加工設備
現代機床是承載現代制造理論和技術的綜合體,機床對高速干切滾齒工藝而言,也還存在多方面的影響,如機床合理的運動參數、整體的剛性、抗振性等,在選擇設備時須綜合考慮。在我國還不能普及高性能數控滾齒機的情況下,許多廠家通過調整普通滾齒機的傳動精度,提高整體剛性等措施實施高速干切滾齒工藝并取得了較好的效果。但無論何種方法和途徑,要較好地實施高速干切滾齒工藝,設備的因素仍都是第一位的。
由于高速干式切削加工過程會產生更大切削力更多切削熱,從而導致刀具與工件之間振動以及機床熱變形明顯增大,因此選用機床基礎構件(如立柱、床身、工作臺等)三剛度要大,如采用人造花崗巖等新材料整體制造床身,不僅三剛度好,而且減振效果明顯。此外,將被認為“21世紀新式數控機床”、“機床結構重大技術革命”虛擬軸機床與高速干式切削加工技術結合起來,將會獲得更好效果。
目前,國內機床以中低端產品為主,經濟適用,但精度、效率有待提高。國外以高端產品為主,精度、效率尚可,但因其價格因素等,很難為中小企業接受。最終,我們根據客戶的要求,專門研發定制了一款臥式滾式滾齒機如圖二,采用了頗具創意的十字滑座設計和“虛擬Y軸技術”,可加工的工件種類類很多。刀座旋軸角度大,可進行蝸桿銑削加工。性能可以比美德國機床,用戶非常認可。

圖二
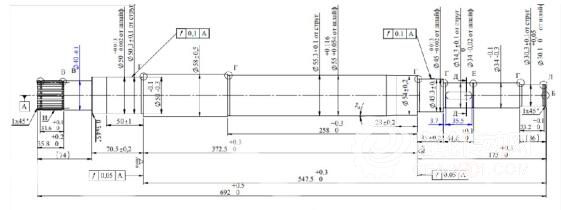
四、二次對刀技術
目前,有的小模數齒輪加工,滾齒以后,進行淬火處理,表面硬度達到HRC60左右。用傳統的剃、珩工藝無法加工。磨齒成本太高,只能進行二次滾齒,又稱二次刮齒。以客戶的齒輪軸為例,這是一款高鐵客車用產品,材料特殊,整體淬火后的硬度為HRC60左右。花鍵部份長度為124mm,齒數18,模數2.5,壓力角30,表面粗糙度3.2以上,6級精度要求。客戶的工藝路線是第一次滾齒時,留0.1-0.15mm的加工余量,進行滲碳熱處理,淬火后,進行二次刮齒。為了進行二次刮齒,在設備的選擇上,必須考慮有二次對刀功能。用傳統滾齒設備,無法實現二次對刀。即使是有些數控滾齒機上,也沒有二次對刀功能。如果用人工對刀滾齒,精度低,無法實現批量生產。這樣,只有加裝了二次對刀功能的PLUS版的高速數控滾齒機才能擔當此重任。關于二次對刀裝置,是一個自動測量反饋部件。在工件C軸的一側,有一個自動測量頭,對齒輪的齒廓進行自動測量,讀取數據后,反饋給系統。由系統指令C軸進行自動補償找正。整個過程只需6s左右的時間,而且精度很高,有利于實現自動化生產刀具的選擇,因為是高速干切滾齒,必須用硬質合金滾刀。為此,采用相同規格的齒輪滾刀,僅是表面涂層不同而已。一把用于淬火前滾切,另一把用于淬火后滾切。因為淬火后的切削余量少,刀具的使用壽命,相對較長。通過多次的切削試驗,我們得出了如下工藝參數:
綜上所述,在齒輪加工過程中,根據用戶要求,引進新工藝、新設備,對提升產品質量,提高生產效率,都有很大的幫助。對以上的一點心得,期待著與更多的業內朋友進行切磋技藝,共同提高。