在汽車(chē)傳動(dòng)齒輪生產(chǎn)環(huán)節(jié)中,滲碳淬火工藝是齒輪生產(chǎn)中的重要熱處理流程。齒輪經(jīng)過(guò)滲碳淬火后,強(qiáng)度、耐磨性能以及使用壽命都得到了大幅提升。滲碳淬火工藝過(guò)程較為復(fù)雜,在高溫滲碳和淬火因素影響下,齒輪在組織轉(zhuǎn)變過(guò)程中會(huì)產(chǎn)生不同方式的變形。作為齒輪生產(chǎn)的后續(xù)工藝,熱處理變形量大、變形一致性差等因素將帶來(lái)齒輪裝配返修頻繁、高報(bào)廢率、齒輪裝配使用性能降低等問(wèn)題。
熱處理變形一般是指工件的淬火變形,主要是由內(nèi)應(yīng)力引起的。內(nèi)應(yīng)力又分為熱應(yīng)力和組織應(yīng)力兩種。熱應(yīng)力與材料的線(xiàn)膨脹系數(shù)有關(guān),而組織應(yīng)力和所發(fā)生的組織改變則同組織的比容改變有關(guān)。淬火后組織通常為馬氏體組織。這種淬火馬氏體的比容較其他組織都大,因此,淬火后的工件均會(huì)有體積漲大的現(xiàn)象。由于體積變化以 及在工件各部分加熱冷卻不均勻而形成的熱應(yīng)力、組織應(yīng)力將導(dǎo)致工件發(fā)生畸變或翹曲。在淬火工件尺寸增大時(shí),所發(fā)生畸變、翹曲情況更為嚴(yán)重。本文以某 20CrMnTi 輕車(chē)平臺(tái)齒輪為研究對(duì)象,研究了兩種裝料方式對(duì)齒輪熱處理變形的影響,旨在為廣大技術(shù)人員及生產(chǎn)現(xiàn)場(chǎng)就如何控制熱處理變形提供參考。
一、試驗(yàn)?zāi)康呐c方案
變形分析
齒輪滲碳過(guò)程中,隨組織應(yīng)力和熱應(yīng)力的作用而發(fā)生變形,其變形的大小和變形規(guī)律取決于滲碳鋼的化學(xué)成分(坯件來(lái)料)、工件的幾何形狀和尺寸、熱處理前的加工狀態(tài)、熱處理工藝參數(shù)等因素。對(duì)于批量生產(chǎn)而言,相比控制變形的大小、一致性,獲得變形規(guī)律對(duì)于調(diào)整熱處理前加工參數(shù)更有意義。
基于實(shí)際批量生產(chǎn)中同一工件在采用同批毛坯、相同機(jī)加工藝的前提下,針對(duì)同爐工件在不同位置熱處理后狀態(tài)呈離散型、分散程度高、一致性差的問(wèn)題,加熱均勻性和冷卻均勻性成為影響工件一致性的首要因素。加熱和冷卻不均勻?qū)е聽(tīng)t內(nèi)各部分溫度梯度不同,產(chǎn)生的熱應(yīng)力和組織應(yīng)力不同,導(dǎo)致各零件熱處理后變形不一致。
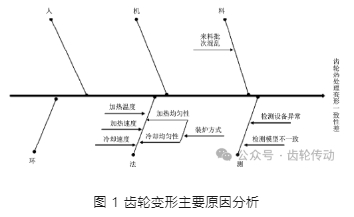
同爐工件在爐內(nèi)不同位置的熱變化、冷處理過(guò)程均勻性影響因素既受設(shè)備影響,如設(shè)備內(nèi)加熱管排布位置、循環(huán)空氣走向、攪拌速度等;也受零件裝料方式影響,特別是零件從滲碳轉(zhuǎn)入淬火冷卻過(guò)程中,因時(shí)間差導(dǎo)致各零件散熱不一致,冷卻速度相差甚遠(yuǎn)。在實(shí)際生產(chǎn)中,確定裝料方式相對(duì)于控制毛坯材料間化學(xué)成分、金相組織等更有效、更直接。因此,本文基于實(shí)際生產(chǎn),主要開(kāi)展不同裝料方式對(duì)齒輪熱處理變形一致性、穩(wěn)定性試驗(yàn)探索,齒輪變形主要原因分析如圖 1 所示。
試驗(yàn)?zāi)康?/strong>
采用堆垛式工裝(以下簡(jiǎn)稱(chēng):舊工裝)裝料時(shí),零件與零件相接觸,基本無(wú)間距。該裝料方式下,整爐零件各工件在加熱和冷卻時(shí)的溫度梯度存在較大差異。為減小該差異對(duì)同爐零件帶來(lái)的變形影響,本文設(shè)計(jì)出一種實(shí)現(xiàn)零件分層擺放的矩陣式工裝(以下簡(jiǎn)稱(chēng):新工裝),讓同爐零件在加熱過(guò)程、冷卻過(guò)程中各工藝條件更加均勻。
為驗(yàn)證新工裝效果,本文展開(kāi)新工裝和舊工裝兩種裝料方式對(duì)變形和滲碳質(zhì)量的影響。
試驗(yàn)方案
試驗(yàn)采用 20CrMnTi 合金材料齒輪,其化學(xué)成分為 0.17%~0.23%的 C、0.17%~0.37%的 Si、0.8%~1.1%的 Mn、1.0%~1.3%的 Cr。
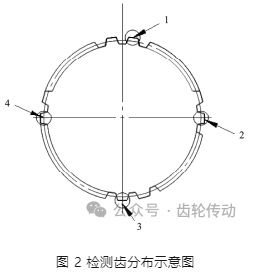
1)齒輪鍛造、銑削等工序結(jié)束后,每輪試驗(yàn)隨機(jī)選取 15 套齒輪,并進(jìn)行刻字編號(hào),檢查熱前精度和齒形等。每個(gè)試樣檢測(cè) 4 個(gè)齒,檢測(cè)齒分布如圖 2 所示。
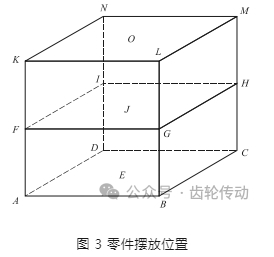
2)檢測(cè)完精度和齒形的齒輪按圖 3 所示位置裝爐。
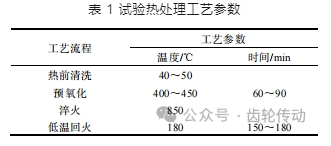
3)裝爐完成后,將已測(cè)量樣件按預(yù)氧化、清洗、滲碳淬火、低溫回火、清洗等工序進(jìn)行熱處理。滲碳淬火工藝為氣體滲碳,采用愛(ài)協(xié)林箱式多用爐,具體工藝為升溫到 920 ℃,均溫 90 min,然后升高碳勢(shì)至 1%進(jìn)行 300 min 強(qiáng)滲碳,再降低碳勢(shì)至 0.8%進(jìn)行 150 min 擴(kuò)散,隨后爐冷卻至 850 ℃,保溫一定時(shí)間后進(jìn)行淬火。其余相關(guān)工藝參數(shù)如表 1 所示。
4)熱處理完成后檢測(cè)熱后精度、齒形、平面度、齒輪滲碳層深和硬度。熱后精度及齒形檢測(cè)位置同熱前保持一致。
二、試驗(yàn)結(jié)果與分析
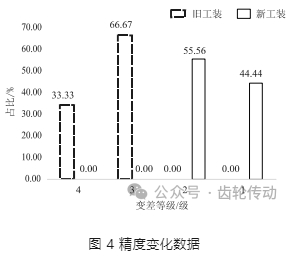
齒輪精度變化對(duì)比
圖 4 為新舊工裝精度等級(jí)變化分布。多輪試驗(yàn)數(shù)據(jù)抽取顯示,采用矩陣式新工裝結(jié)構(gòu),齒輪精度最大變差從 4 級(jí)降低至 2 級(jí),有效減少 2 級(jí)。且精度變化 2 級(jí)從舊工裝 0%增加至新工裝100%, 占比有效提升 100%。
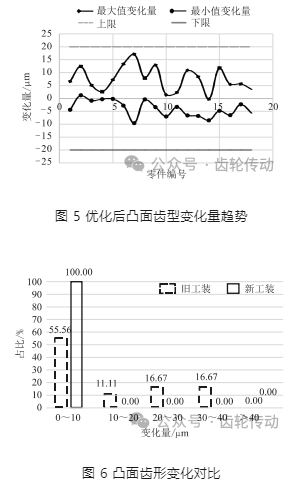
齒形變化
凸面齒形變化:圖 5 和圖 6 為同一顆齒凸面與標(biāo)準(zhǔn)齒形對(duì)比的熱處理變化量。由兩圖對(duì)比可知,矩陣式新工裝裝爐方式優(yōu)化后,凸面齒形變化在±10 µm 以?xún)?nèi)占比 100%。相比舊工裝在±10 µm 以?xún)?nèi)占比 55.56% 而言,提升 44.44%。由此可見(jiàn),使用優(yōu)化后的裝爐方式熱處理凸面齒形變化更小,一致性更好。
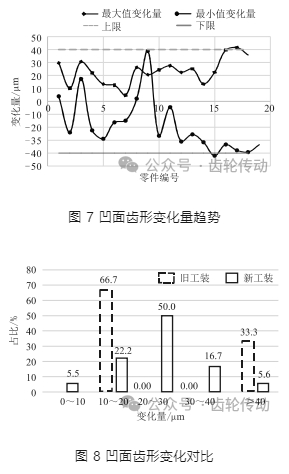
凹面齒型變化:圖 7 和圖 8 為同一顆齒凹面與標(biāo)準(zhǔn)齒形對(duì)比的熱處理變化量。由兩圖可知,矩陣式新工裝裝爐方式優(yōu)化后,凹面齒形變化在±40 µm 以?xún)?nèi)占比 94.4%。相比舊工裝在±40 µm 以?xún)?nèi)占比 50%而言,提升了 44.4%。由此表明,使用優(yōu)化后裝爐方式熱處理凹面齒形變化更小,一致性更好。
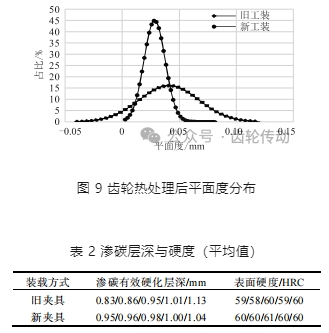
平面度變化
圖 9 為兩種不同裝料方式熱后平面度分布。由圖 9 可知,采用矩陣式新工裝的平面度變化更小,一致性控制更好。
滲碳層深和表面硬度
由表 2 可知,采用矩陣式裝料方式后,同爐滲碳層深變化量由 0.3 mm 減小到 0.1 mm,同爐硬度變化量 2 HRC 降低到 1 HRC。該方式有助于氣氛均勻性和工件加熱、冷卻的均勻性,有效將滲碳層深和表面硬度控制在一定范圍內(nèi)。
三、結(jié)論
1)采用矩陣式工裝,可以有效抑制齒輪熱處理變形,無(wú)論從齒形、精度、平面度方面一致性更好,能更好的通過(guò)反調(diào)控制變形;2)采用矩陣式結(jié)構(gòu)工裝,整爐零件層深和表面硬度變化更均勻;3)矩陣式結(jié)構(gòu)工裝應(yīng)用于熱處理生產(chǎn)當(dāng)中,可以更好的提高以及控制產(chǎn)品質(zhì)量。
本文通過(guò)工裝條件的變化闡述了熱處理變形研究。滲碳熱處理變形控制,受材料、預(yù)備熱處理、熱處理工裝、參數(shù)等諸多參數(shù)影響,最終控制方式應(yīng)采用最適合實(shí)際狀態(tài)的。
參考文獻(xiàn)略.