磨削加工是齒輪生產的必要環節,在機械行業中被廣泛應用。經滲碳淬火回火后的零件在磨削時常出現磨削裂紋,這些裂紋不僅影響齒輪的外觀,還嚴重影響質量。磨削裂紋的深度一般較淺,方向與磨削方向垂直,呈網狀分布。引起磨削裂紋產生的原因有很多,如成分偏析、非金屬夾雜、網狀碳化物、磨削量、砂輪硬度及粒度等。當工件表層的殘余拉應力超過材料的抗拉強度時,便會產生磨削裂紋。通常采用磁粉法、熒光法和酸浸法進行檢測。
太原重工生產的20CrMnMo 鋼齒輪經過滲碳 (930 ℃)+淬火(830 ℃)+回火(180 ℃)后,在磨削加工過程中磨齒機進行余量分配時共磨削十二刀,第七刀發現磨齒機電流突然增加,經檢查發現齒面有裂紋,磨齒機粗磨每次排刀0.02 mm, 每刀分六沖程磨削。
一、理化檢驗
宏觀觀察
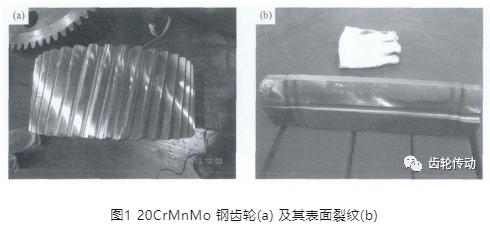
通過對齒輪齒面裂紋進行宏觀觀察、磁粉探傷和酸浸試驗,確定裂紋形態。圖1(a) 為齒輪的宏觀形貌,圖1(b) 為從齒輪上切割下的單齒齒面裂紋形貌,從圖1(b) 中可以看出裂紋呈線狀分布,其分布形態為從齒頂至節圓上部呈龜甲狀,并且在裂紋下端靠近齒根部位有明顯的焦黑狀條紋,裂紋方向垂直于磨削方向。
化學成分及夾雜物分析
化學成分分析:根據圖紙要求,該齒輪為20CrMnMo 鋼,為確認材質是否符合要求,采用 PMI-MASTER PRO 光譜分析儀對齒輪的化學成分進行檢測,結果見表1。從 表1可以看出P 含量略微超標,但仍位于上限偏差范圍內,基本符合20CrMnMo 鋼化學成分范圍要求,其化學成分滿足要求。

非金屬夾雜物分析:為了判斷鍛件組織是否合格,根據要求對鍛件的高倍夾雜情況進行分析,結果如表2所示。高倍非金屬夾雜物按 GB/T 10561-2005《鋼中非金屬夾雜物的含量的測定》評定。結果表明,齒輪鍛件純凈度合格,滿足要求。
顯微組織及硬度
顯微組織:對本體進行解剖,取下齒形試樣,分別對齒頂、裂紋面節圓、裂紋處及齒根處進行顯微組織觀察,所用設備為 Axiovert40MAT 金相顯微鏡,依據 JB/T 6141.3-1992《重載齒輪滲碳金相檢驗》進行檢驗,工件組織要求1~3級,結果如表3所示。
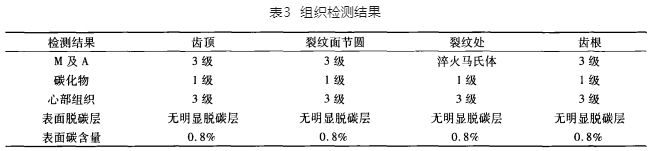
圖2分別為20CrMnMo 鋼齒輪齒頂馬氏體及殘留奧氏體、齒頂碳化物及心部組織形貌,與標準圖譜對照后,發現齒頂馬氏體及殘留奧氏體3級,為細針馬氏體及30%殘留奧氏體,齒頂碳化物為細顆粒狀碳化物,心部組織3級,為低碳馬氏體加少量游離鐵素體。
裂紋面節圓處組織為馬氏體及殘留奧氏體,3 級,屬于細針馬氏體和30%殘留奧氏體,并存在輕微的二次淬火組織,碳化物1 級,為細顆粒狀碳化物,組織滿足要求,沒有超標現象。
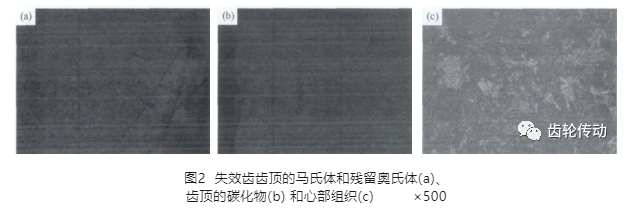
圖3為裂紋處組織,為淬火馬氏體。齒根處組織是馬氏體及殘留奧氏體,3 級,為細針馬氏體加 30%殘留奧氏體,碳化物1 級,為細顆粒狀碳化物,組織均滿足要求。
為了更加清楚地觀察裂紋處組織,對裂紋處進行組織檢測。試樣沿齒面并垂直于裂紋方向切割,尺寸為20 mm×20 mm×20 mm。
在磨齒過程中,局部進刀量過大,導致接觸面溫度急劇上升,組織奧氏體化,在冷卻液的作用下表面產生淬火現象,硬度上升,此為工件經過滲碳淬火后,經歷的第二次淬火,次表層由于得不到及時冷卻,會在表層傳來的遞減的熱量下被回火,硬度下降。
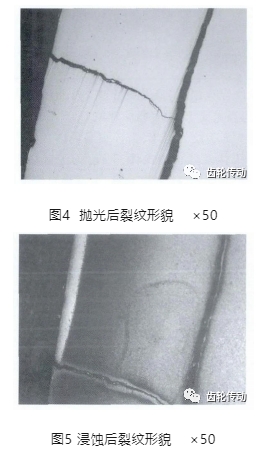
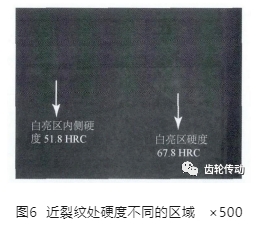
圖4為裂紋經拋光后的形貌,圖5為裂紋腐蝕后的形貌,從圖中可以看到裂紋處出現白亮區,為淬火馬氏體,判定為二次淬火組織。
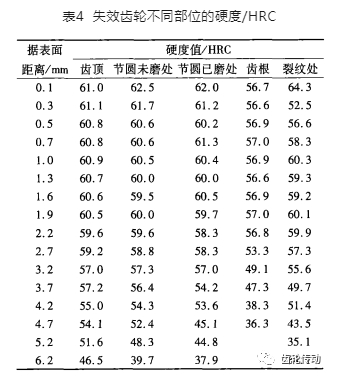
觀察裂紋處組織發現,組織有白亮色和暗黑色兩個不同區域,采用顯微硬度計對兩區域的硬度進行檢測,結果如圖6所示。從圖中可以看出黑色區域硬度值明顯偏低,白亮區域硬度值為67.8 HRC 和暗黑色區域硬度值51.8 HRC。
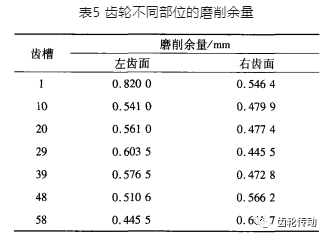
硬度檢測:對滲碳淬火后齒輪的硬度進行檢測,所用設備為 HM-221 半自動顯微硬度計,依據 GB/T 9450- 2005《鋼件滲碳淬火硬化層深度的測定和校核》進行檢測,結果如表4所示。從表中數據可以看出,滲碳淬火后齒輪的硬度滿足技術要求(58~62 HRC)。
二、磨削裂紋的產生原因與預防措施
裂紋產生原因
根據上述所作檢測可以得出:材料的化學成分 (見表1)及純凈度(見表2)滿足要求,由此排除了鍛件本身的質量問題。
工件滲碳淬火后,組織中存在的殘留奧氏體過多、網狀碳化物等,會導致磨削過程中產生裂紋。網狀碳化物會使齒面硬度增大,在磨削過程中,砂輪與磨削面接觸后造成磨削區溫度迅速升高,易產生二次淬火,殘留奧氏體轉變為馬氏體時易使磨削區內應力增大。對工件本體解剖后分析齒頂、節圓、齒根等處的顯微組織(見表3),各處的組織均滿足要求,排除網狀碳化物及馬氏體殘奧超標造成開裂。
在磨削過程中,如果齒面硬度偏高,在砂輪與齒面接觸的瞬間,磨削區的溫度會迅速升高,可能出現局部過熱現象,表層被二次淬火,次表層被回火,使顯微組織發生變化,由于各組織的比容不同,在二次淬火后會在表面產生殘余拉應力,一旦拉應力大于材料本身的抗拉強度,便會在齒面產生磨削裂紋。對齒頂、節圓、齒根等處使用顯微硬度計由外至內硬度檢測(見表4),工件的表面硬度以及硬度降均能滿足要求。
由以上結果可以排除工件滲碳淬火質量不良產生磨削裂紋的可能。
工件磨削時,由于砂輪與工件之間的相對運動,必然導致工件表面溫度的急劇升高,不同的溫度梯度,導致的裂紋形態也不同。當工件表面溫度達到 100 ℃時,因表面馬氏體分解,使表面承受拉應力而開裂,裂紋形態與磨削方向垂直且相互平行。當溫度達到300℃以上時,表面產生第二次收縮,使表面拉應力超過脆斷抗力而出現龜裂現象(2),如圖2所示。有時表面溫度可能達到820~840 ℃或更高,如果冷卻不充分,表面薄層重新奧氏體化,形成淬火馬氏體,由組織應力和熱應力導致出現磨削裂紋。
由圖6結合表4裂紋處的硬度降可知,裂紋處的硬度降在第一點白亮區(64.3 HRC), 第二點黑色區(52.5 HRC)以及第五點正常區(60.3 HRC)呈開口向上的U 型曲線,與沒有裂紋的正常區域的硬度降截然不同。
在磨削過程中齒面磨削區驟然受熱,產生高溫,表層小面積體積膨脹,組織奧氏體化,冷卻液隨之對其冷卻,產生二次淬火,表面急劇收縮,硬度增高,次表層區域被回火,硬度降低。在表層冷卻收縮的同時,由于冷卻過慢,次表層仍處于膨脹狀態,表面呈殘余拉應力狀態,隨著磨削的進行,在齒面存在切向應力,由于次表層硬度降低,其抗拉強度隨之降低,在殘余拉應力與切向應力的作用下齒面出現裂紋。
綜上所述,齒輪磨削裂紋是磨削工藝不當導致磨削過熱所致。
預防措施
噴丸強化:噴丸強化是利用大量高速運動的丸粒沖擊工件的表面,使工件表面受到擠壓,發生冷塑性變形,形成表面壓應力,這種壓應力會抵消表面的一部分拉應力,從而有效降低了裂紋的產生機率。本廠風電產品要求強力噴丸,自裝備強力噴丸機以來,風電產品未曾因磨削裂紋而報廢。
熱處理要求:對滲碳淬火工件,必須嚴格要求熱處理工序,滲碳的最主要工藝參數是加熱溫度和保溫時間,滲碳淬火溫度經過多年實踐已經沒有太多變化,通過降低強滲擴散碳勢,分別為1.20%~1.30%Cp→ 1.05%~1.15%Cp,0.80%~0.90%Cp→0.65%~0.75%Cp, 并適當延長擴散時間,此舉既能保證工件表面硬度,同時降低表面碳含量及奧氏體含量,降低磨裂傾向。
滲碳淬火過程的畸變也是影響磨齒后裂紋的關鍵因素,如工件畸變較大,在磨齒分配余量時會出現在畸變較大區域進刀量大的現象,進刀量過大會造成局部過熱,進而出現裂紋,因此必須嚴格控制,一般可以通過以下幾種方式來控制淬火畸變量。
(1)碳鋼和低合金鋼淬火冷卻到650 ℃之前,奧氏體還比較穩定,允許以較慢的速度冷卻,以減少工件因內外溫差而引起的熱應力。在650~450 ℃ 范圍,要求有足夠的冷速(超過臨界冷卻速度),低于400℃特別在 Ms點以下緩慢冷卻,以減少組織應力,防止過大的畸變和淬裂。根據以上理論設計如下方案:工件在淬火時,提高淬火油溫度(≥90 ℃,經驗所得),熱油淬火,淬火油槽提前開始攪拌,使油溫各處均勻,在工件入油時停止攪拌,入油一段時間(15~30 s, 經驗所得)后再開始攪拌。
(2)設計淬火用工裝。由于工件入油冷卻過程中上下畸變不一致,為此,可以設計一套工裝,在工件上下各放置一件,保證工件上下兩端面的環境相同,畸變一致。本廠經過試驗,效果已經穩定下來,以齒輪直徑1~2 m, 齒寬≤0.15 m 的厚徑比大于1:8的薄齒輪為例,滲碳淬火后上下端面的錐度絕對值控制在1 mm 以內,公法線錐變控制在0.3 mm 以內,根據后期磨齒反饋,未曾出現磨裂、齒面燒傷的現象。
磨削工藝:磨削裂紋產生的原因很多,但根本原因是磨削熱,所以降低磨削熱是解決磨削裂紋的關鍵。
首先,應采用濕磨法,利用冷卻液來降低工件與砂輪在磨削點上的熱量。
其次,選用合適的砂輪,砂輪的選擇對磨削溫度有重要影響,滲碳鋼硬度高,砂粒易磨鈍,為避免砂粒磨鈍而產生磨削熱,砂輪硬度應稍軟一些,以便磨鈍的砂粒及時脫落,減少與工件的摩擦力。同時在選用砂輪時,易選用砂粒較粗的,因為細砂輪容易被堵塞,磨削時產生熱量較大,使工件表面容易出現燒傷及裂紋,砂粒粒度粗一些,冷卻條件也可以改善,以減少工件的發熱量。
再次,應嚴格控制磨削余量。若磨削余量留得過大,在高速磨削中會產生磨削熱,從而導致磨削裂紋等多種缺陷的產生,因而應盡量減小磨削余量,在保證糾正工件畸變的前提下,余量越小越好,一方面可以降低成本,另一方面可以減小裂紋產生的可能性,保證淬硬層深度,提高齒輪承載能力。
最后,磨齒分配余量時應盡可能多分配,因為齒輪在熱處理過程中必定會有一定的畸變,個別齒的余量相對會較大,若只分配幾個齒則很難分配到最大余量處,那么在磨齒過程中有可能會因為余量大的齒面磨削量過大,而造成磨削裂紋。例如某齒輪在磨齒過程中共分配了7個齒,余量分配如表5所示。從表5 中可以看出,左齒面最大余量為 0.8200mm, 最小余量0.4455 mm, 最大量與最小量差值0.3745 mm。差值較大,且最大值不一定為整個齒輪上齒面的最大余量,可能會在磨削過程中造成部分齒面進刀量較大,局部磨削過熱而產生裂紋。
三、結論
(1)齒輪化學成分檢測結果表明,符合 20CrMnMo 鋼材質要求,鍛件純凈度合格。
(2)未受磨削影響的齒頂與齒根組織和硬度基本合格,節圓處表面硬度偏高,存在輕微的二次淬火白亮區,裂紋處存在嚴重的二次淬火白亮區,表面硬度偏高(67.8 HRC), 組織為淬火馬氏體,次表層硬度驟降(51.8 HRC), 組織為回火馬氏體,裂紋處的組織及硬度均出現異常情況。
(3)齒輪磨削裂紋是磨削工藝不當導致磨削過熱所致。
(4)可以通過改善磨削工藝、提高熱處理質量及采用噴丸等方法降低磨削裂紋的產生幾率。
參考文獻略.