隨著國家“碳達(dá)峰”及“碳中和”戰(zhàn)略(簡稱“雙碳”戰(zhàn)略)的推進(jìn),我國的風(fēng)電產(chǎn)業(yè)正進(jìn)入規(guī)模化的快速發(fā)展時代。
根據(jù)國家能源局統(tǒng)計(jì):2022 年全國風(fēng)電新增并網(wǎng)裝機(jī)容量為 37.63 GW(3763 萬千瓦),截至 2022年底,全國風(fēng)電累計(jì)裝機(jī)容量為396 GW(3.96 億千瓦),其中陸上風(fēng)電累計(jì)裝機(jī)容量為 360 GW (3.6 億千瓦)、海上風(fēng)電累計(jì)裝機(jī)容量為 30.51 GW (3051 萬千瓦)。《2022 全球海上風(fēng)電大會倡議》則指出:到“十四五”末,我國海上風(fēng)電累計(jì)裝機(jī)容量需達(dá)到100 GW(1億千瓦)以上。
作為重要的清潔能源,風(fēng)能必將承擔(dān)起新能源主力軍的重大責(zé)任,可以預(yù)想在未來幾十年,風(fēng)力發(fā)電將保持良好的發(fā)展勢頭,風(fēng)電裝機(jī)容量會不斷增加,海上風(fēng)電也將迎來發(fā)展壯大。
風(fēng)電行業(yè)的快速發(fā)展,必然對風(fēng)電系統(tǒng)核心零部件的質(zhì)量和可靠性提出了更高的要求,風(fēng)電齒輪箱作為風(fēng)力發(fā)電機(jī)組的關(guān)鍵零部件之一,在風(fēng)機(jī)中起匹配轉(zhuǎn)速和傳遞扭矩的作用,對風(fēng)力發(fā)電系統(tǒng)的正常運(yùn)行有至關(guān)重要的作用,而風(fēng)電齒輪箱和齒輪的制造加工是從源頭上進(jìn)行質(zhì)量控制的關(guān)鍵。
一、風(fēng)電齒輪的加工
目前,我國已經(jīng)成為全球最大的風(fēng)電裝備制造基地,風(fēng)電機(jī)組的產(chǎn)量占全球2/3以上,全球風(fēng)電裝備的頭部制造商也不乏中國企業(yè)。國內(nèi)風(fēng)電整機(jī)廠的代表企業(yè)有金風(fēng)科技、遠(yuǎn)景能源、上海電氣、三一重能及中國海裝等公司;風(fēng)電齒輪箱的生產(chǎn)廠家主要有南高齒、杭齒前進(jìn)、重齒及大連重工等企業(yè),其中南高齒作為該領(lǐng)域的領(lǐng)軍企業(yè),已連續(xù)多年占據(jù)風(fēng)電齒輪箱全球細(xì)分市場的第一名。
風(fēng)電齒輪箱是雙饋型和半直驅(qū)型風(fēng)電機(jī)組中傳遞兆瓦級功率的關(guān)鍵部件,是風(fēng)力發(fā)電機(jī)組中技術(shù)含量最高的大部件之一,其穩(wěn)定性和可靠性格外重要,成本占風(fēng)機(jī)總成本的15%左右。
因風(fēng)機(jī)運(yùn)行工況惡劣、受力復(fù)雜、載荷大,長時間運(yùn)行齒輪箱中各零部件的故障也時有發(fā)生。據(jù)統(tǒng)計(jì),齒輪本身因斷齒、磨損等損壞形式在齒輪箱故障中占有最大的比重,約為60%。
齒輪是維持齒輪箱傳動系統(tǒng)平穩(wěn)運(yùn)行的關(guān)鍵,其在機(jī)械加工中是一種高度復(fù)雜的成型零件。風(fēng)電齒輪在高速、重載運(yùn)行下,其工作條件尤其惡劣。除疲勞、過載、潤滑不良、沖擊等原因外,齒面硬度低會導(dǎo)致輪齒發(fā)生點(diǎn)蝕;齒輪精度低和齒面硬度低會導(dǎo)致輪齒發(fā)生膠合;齒根圓角處熱處理或加工缺陷會導(dǎo)致發(fā)生齒根疲勞裂紋。因此齒輪加工中要對精度、硬度、熱處理等進(jìn)行嚴(yán)格質(zhì)量控制,合理的齒輪加工工藝及其加工用油的選擇將有助于提升齒輪零件的質(zhì)量,有利于從源頭防止故障發(fā)生而降低后期的維修維護(hù)成本。因此風(fēng)電齒輪箱要在設(shè)計(jì)、原材料、齒輪加工等各方面從源頭嚴(yán)格把控。
風(fēng)電齒輪加工的典型工藝流程及其配套所用的加工用油見圖1。
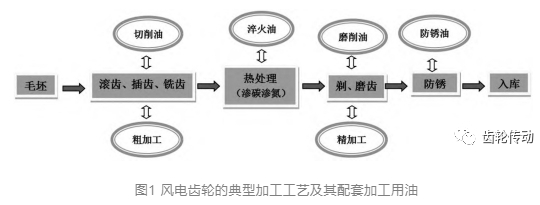
對于不同材質(zhì)、大小、功能的風(fēng)電齒輪,具體的加工工藝也會有所差異,可能會涉及多級加工或多次熱處理等,比如針對 42CrMoA材質(zhì)的 3 MW 級風(fēng)電的內(nèi)齒圈,其加工工藝流程為:毛坯(探傷)—粗銑齒—調(diào)質(zhì)淬火—半精加工—半精銑齒—去應(yīng)力退火—拋丸—精加工—磨齒—氮化—防護(hù)等。
但總的來說,風(fēng)電齒輪加工中涉及到的金屬加工油主要有以下三類:切削加工(包括銑、磨等)所用的切削油、熱處理過程所用的熱處理油(主要為淬火油)、包裝運(yùn)輸防護(hù)所用的防銹油等。
目前,中國石化長城潤滑油等國內(nèi)品牌的產(chǎn)品線均已涵蓋上述風(fēng)電齒輪配套加工所需油品,可以滿足和支持風(fēng)電核心零部件的國產(chǎn)化制造需要。
二、風(fēng)電齒輪加工用油
如前文所述,風(fēng)電齒輪加工中所涉及到的金屬加工油液主要有切削油液、熱處理油液和防銹油液,下面逐一闡述。
齒輪加工用切削油:齒輪加工工藝包括滾齒、搓齒、銑齒及磨齒等 工序,配套使用的主要是純油型的切削油用于潤滑和冷卻,根據(jù)配套工藝可分為切削油和磨削油。其中切削油配套滾齒、插齒、齒輪鉆孔等中重負(fù)荷工藝,應(yīng)用于高檔機(jī)床,可以在很好地滿足齒輪加工質(zhì)量的同時,有效延長刀具的使用壽命;磨削油主要配套磨削工藝,可保證工件的表面精度和維持砂輪的鋒利度。
風(fēng)電齒輪零部件的加工余量大、加工難度大、精度要求高,尤其是齒輪磨削加工,作為工序末端最為關(guān)鍵的一道加工工序,其磨削加工質(zhì)量直接影響齒輪箱的整體質(zhì)量。大型磨齒機(jī)所加工齒輪的直徑可達(dá)2000 mm以上,加工砂輪轉(zhuǎn)速大于5000 r/min,選用的磨削油需兼顧潤滑性、清洗性和冷卻性。
不同齒輪加工工藝對切削油/磨削油的性能要求及長城配套加工油見表1。

優(yōu)質(zhì)的磨削油不僅能有效降低磨削溫度,延長磨具的使用壽命,并且能有效沖洗磨屑和砂輪末,提高工件的表面質(zhì)量。同時,優(yōu)質(zhì)切削油/磨削油還應(yīng)具有良好的抗磨極壓性以起到抗擦傷和抗燒結(jié)的作用,以及較好的抗油霧性能以改善現(xiàn)場的工作環(huán)境。
齒輪加工用熱處理油:齒輪熱處理是決定齒輪使用壽命的關(guān)鍵過程之一,目前在齒輪的表面硬化技術(shù)中,滲碳淬火工藝因技術(shù)成熟在風(fēng)電齒輪表面強(qiáng)化的工藝中普遍使用,且多用于風(fēng)電齒輪箱的外齒輪處理,而內(nèi)齒圈由于淬火變形較大,主要采用的是滲氮淬火或高 頻感應(yīng)淬火等工藝。
滲碳處理是將鋼件在滲碳介質(zhì)中加熱并保溫,使碳原子滲入到鋼件表層的化學(xué)熱處理工藝,其目的是為了提高鋼件表層的含碳量并形成一定的碳含量梯度,經(jīng)淬火和低溫回火后提高鋼件表面硬度和耐磨性,同時使鋼件內(nèi)部保持良好的韌性。
風(fēng)電齒輪滲碳淬火的有效硬化層較深,采用直接淬火無法滿足組織要求。目前主要采用重新加熱淬火工藝,即滲碳后冷卻至室溫,重新加熱至奧氏體化溫度保溫后,再用淬火介質(zhì)冷卻。
齒輪淬火介質(zhì)主要有油介質(zhì)和硝鹽介質(zhì),熱處理油介質(zhì)即為工藝配套的淬火油。
國內(nèi)某風(fēng)電齒輪生產(chǎn)企業(yè)典型的熱處理工況及其使用淬火油要求如下:齒輪材料有 18CrNiMo7-6 鋼,20CrNiMo 鋼及 20CrMnMo 鋼等,齒輪有效尺寸為 φ1000 mm×L200 mm,基本工藝為氣體滲碳后淬火。
齒輪淬火油典型的技術(shù)參數(shù)見表2。
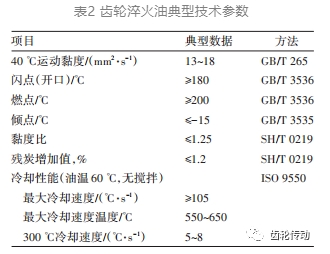
從表2的技術(shù)參數(shù)看,齒輪淬火油的技術(shù)參數(shù)大致與《熱處理油》:SH/T 0564 行業(yè)標(biāo)準(zhǔn)中的快速或超速淬火油相當(dāng),但其冷卻性能及其他理化指標(biāo)的實(shí)際控制要求遠(yuǎn)大于行業(yè)標(biāo)準(zhǔn)要求;并且還有齒輪橢圓畸變變形不大于0.2 mm,表面硬度不均勻度允許偏差≤2 HRC 等變形和硬度控制要求。由此可見,風(fēng)電大型齒輪的淬火條件非常苛刻,但同時也是對齒輪生產(chǎn)質(zhì)量的技術(shù)保證。
適用于風(fēng)電齒輪熱處理加工的優(yōu)質(zhì)快速淬火油或超速淬火油不僅要保證良好的組織與性能,而且還要保持工件尺寸精度,這兩者往往有矛盾。為了獲得足夠的淬透深度,需要劇烈地冷卻工件,但這又導(dǎo)致淬火應(yīng)力的發(fā)生,增加變形和開裂傾向。齒輪作為大尺寸厚壁工件,需要淬火油高中溫區(qū)的冷卻速度足夠快,保證淬火后的硬度和淬硬層深度,但同時在低溫區(qū)的冷卻速度要適當(dāng)緩慢,以減小齒輪工件的開裂和變形。
對于有些需要采用等溫淬火或者分級淬火工藝的齒輪零件,可配套使用等溫分級淬火油(其適用于精密程度很高的零件)。熱處理后除要達(dá)到所需的硬度和組織,同時也要求變形量更小,解決工件尺寸改變過多等問題。由于等溫分級淬火油的使用溫度為 120 ℃~160 ℃,對熱處理油的冷卻性能、熱氧化安定性都提出了更苛刻的要求。
此外,隨著清潔熱處理工藝概念的深入,水基淬火液得到了大量的推廣和使用,已部分替代了傳統(tǒng)的淬火油,解決了淬火過程中的油煙問題,可基本實(shí)現(xiàn)清潔淬火。
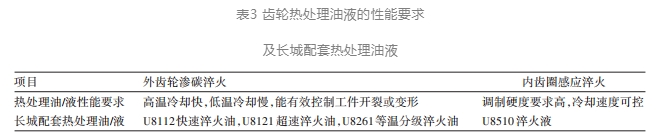
對齒輪熱處理油液的性能要求及長城典型的配套熱處理油液產(chǎn)品見表3。
風(fēng)電齒輪箱的內(nèi)齒圈感應(yīng)淬火介質(zhì)通常為聚合物的水溶液(水基淬火液),其冷卻速度介于水和油之間。淬火介質(zhì)是影響內(nèi)齒圈感應(yīng)淬火硬化效果和抑制裂紋產(chǎn)生的關(guān)鍵因素之一,需從含量、溫度、流量和壓力等方面進(jìn)行控制。
齒輪加工用防銹油:風(fēng)電齒輪箱的設(shè)計(jì)壽命為 20 年,防腐蝕壽命不低于 15 年,因此在風(fēng)電運(yùn)行過程中主要依靠油漆涂裝工藝和齒輪油等設(shè)備用油來保護(hù)。但在風(fēng)電齒輪箱的前期零部件生產(chǎn),裝配,儲存及運(yùn)輸?shù)拳h(huán)節(jié)中,臨時性的防銹抗腐蝕保護(hù)也非常重要,是保證風(fēng)電齒輪箱能順利裝機(jī)及運(yùn)行的基礎(chǔ)。
防銹油涂覆是齒輪加工流程的最后一道工藝,要求防銹油應(yīng)具有優(yōu)良的抗?jié)駸嵝阅埽欢ǖ目果}霧性能和抗重疊性能,對包裝后的齒輪能提供良好的中長期封存防銹保護(hù),甚至能滿足齒輪包裝后出口海運(yùn)的防銹要求。
防銹油的選擇種類通常以潤滑油型防銹油和溶劑稀釋型防銹油為主。對于潤滑油型防銹油,要求能較好地平衡防銹劑與潤滑劑之間的競爭吸附,且滿足一定的清潔度要求;同時還需與潤滑脂、齒輪油等具有良好的兼容性。對于溶劑稀釋型防銹油,除了要滿足齒輪中長期的封存防銹要求外,一般還要求兼具脫水或清洗等功能,以滿足油膜涂層薄、使用方便、免清洗等要求;同時為了保護(hù)環(huán)境和滿足齒輪箱出口海外的要求,有些設(shè)備制造商還要求防銹油的組成中不含重金屬鋇元素。
此外,由于風(fēng)電齒輪箱在儲存和運(yùn)輸過程中密閉系統(tǒng)內(nèi)腔金屬表面隱蔽而不易發(fā)現(xiàn)銹蝕,使用油溶性氣相防銹油是解決該問題的有效方法之一。
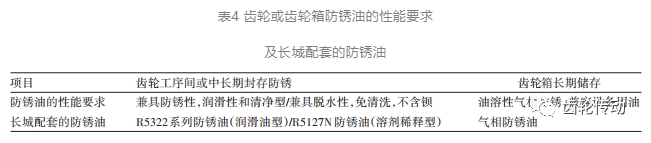
齒輪或齒輪箱對防銹油的性能要求及長城典 型的配套防銹油的見表4。
普通防銹油不可能充滿密閉系統(tǒng)的內(nèi)腔,且由于晝夜溫差的周期性變化,使腔體內(nèi)的水分呈周期性地“蒸發(fā)—凝露—滴落”,并在氧的作用下使金屬緩慢銹蝕;而氣相防銹油中由于含有氣相緩蝕劑,即使在防銹油浸潤不到的部位,也可以因氣相防銹 的揮發(fā)而得到保護(hù),有助于大型齒輪箱的長期儲存,保障風(fēng)電機(jī)組在安裝投運(yùn)前的有效性。
三、結(jié)束語
在“雙碳”背景下,風(fēng)電作為我國可利用的重要清潔能源必將得到更大更快的發(fā)展。風(fēng)電齒輪箱作為風(fēng)力發(fā)電機(jī)組的關(guān)鍵零部件之一,在風(fēng)力發(fā)電機(jī)組中起重要的增速降扭作用,其可靠性直接影響到風(fēng)機(jī)運(yùn)行的穩(wěn)定性。
風(fēng)電齒輪的制造加工及其配套用的金屬加工油液是過程質(zhì)量控制中的重要環(huán)節(jié),中國石化潤滑油有限公司將持續(xù)致力于為國家戰(zhàn)略和國民經(jīng)濟(jì)制造提供可靠的潤滑服務(wù)保障,也將在風(fēng)電齒輪制造的金屬加工油液領(lǐng)域助力行業(yè)的技術(shù)突破和全產(chǎn)業(yè)鏈發(fā)展,向高端制造邁進(jìn)。
參考文獻(xiàn)略.