梯形絲杠副是由梯形絲杠和配作螺母組成的傳動副,具有將螺旋傳動轉化成直線運動的功能,由于導程比較大,可以在低速轉動時實現較快的進給,并且承載能力強,廣泛應用于機床、煤炭、礦山、醫療、國防等領域。
梯形絲杠副的徑向配作間隙是其滿足產品驗收指標的一項關鍵參數,是由梯形絲杠的外螺紋中徑 d2 和配作螺母的內螺紋中徑 D2 進行保證的。葉文俊等從材料、結構、表面粗糙度等方面對梯形絲杠副易磨損的原因進行了分析;馬武祥等基于 ANSYS Workbench 對螺母與錨桿螺紋聯接進行數值分析,分析了不同配合間隙對螺紋聯接的影響規律;王飛杰等基于 Visual Basic 開發三針測量外螺紋中徑的計算程序,該程序可以準確、高效地計算出所有規格外螺紋三針測量所用 M 值,應用于車間加工精密外螺紋在機測量或者塞規計量檢測,不過對于批量生產的精密外螺紋,三針測量無法滿足車間加工效率。此外,現階段梯形絲杠副的加工是依據機械行業標準 JB/T 2886—2008 標準進行的,該標準中的螺距范圍為 2~20 mm,非標準中的螺紋規格無法按照此標準中的螺距范圍的技術要求進行加工 。
解決這一問題的做法是從梯形絲杠副徑向配作間隙原理出發,在符合 GB/T 5796.4—2005 標準中 9.3 外螺紋中徑等級公差的基礎上設置梯形絲杠外螺紋的中徑極限偏差,并依據徑向間隙要求設置配作螺母內螺紋的中徑極限偏差。本文基于齒厚數顯卡尺控制內、外梯形螺紋中徑處的法向齒厚值,間接實現控制內、外梯形螺紋中徑值,提高了梯形絲杠副車間加工的測量效率,并保證了精度。研究了梯形絲杠副徑向配作間隙和梯形螺紋牙型半角對傳動嚙合的影響,總結出牙型半角對梯形絲杠和配作螺母的磨損規律。
一、梯形絲杠副的加工技術
內、外梯形螺紋中徑極限偏差尺寸設定
本文依據梯形絲杠副中絲杠有效螺紋長度和制造精度等級查閱附表 B(JB / T 2886—2008),選取螺母與絲杠的徑向配作間隙為(Xmin ,Xmax)。根據式(1)、式(2),求得滿足梯形絲杠副徑向配作間隙要求的梯形絲杠和配作螺母的中徑極限偏差。

式中,Xmax:螺母與絲杠配作的徑向間隙最大值;Xmin:螺母與絲杠配作的徑向間隙最小值;ES:孔的上偏差;EI:孔的下偏差;es:軸的上偏差;ei:軸的下偏差。
齒厚卡尺控制內、外梯形螺紋中徑值
參考梯形螺紋槽型圖(GB/T 5796.1—2005),使用 CAD 設計軟件畫出附有極限偏差尺寸狀態下的內螺紋和外螺紋槽型圖,利用 CAD 設計軟件標注并測量得出附有極限偏差尺寸狀態下的梯形絲杠和配作螺母中徑處的齒厚值(X1、X2、X3、X4)。如圖 1、圖 2 所示。
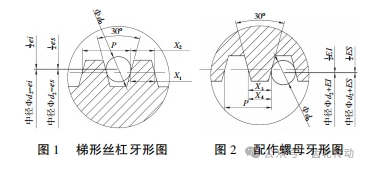
圖中,d0:三針測量中最佳三針直徑 ,
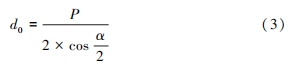
式中,P:梯形螺紋螺距;α:梯形螺紋牙型角;d2:梯形螺紋中徑。
車間加工實際控制內、外梯形螺紋中徑處法向齒厚值
實際加工中根據 1.2 節得出的齒厚值,進行加工得到梯形絲杠和配作螺母零件,利用齒厚數顯卡尺對內螺紋和外螺紋中徑處的法向齒厚進行測量并刻號記錄;利用齒厚數顯卡尺對內螺紋和外螺紋中徑處的法向齒厚進行測量,測量過程包括:
a) 設定齒厚數顯卡尺的豎直尺的值,使齒厚數顯卡尺的測量位置在梯形絲杠的外螺紋或配作螺母的內螺紋中徑處;利用式(4)計算測量梯形絲杠的外螺紋時豎直尺的值z,利用式(5)計算測量配作螺母的內螺紋時豎直尺的值 Z。
式中,h:該螺紋規格基本牙型牙高;D1:該螺紋規格基本牙型和設計牙型上的內螺紋小徑;D2:內徑千分尺測量該配作螺母的內螺紋小徑實測值;d3:外徑千分尺測量該梯形絲杠的內螺紋大徑實測值;d:該螺紋規格基本牙型和設計牙型上的外螺紋大徑即公稱直徑。
b)將齒厚數顯卡尺的測量方向轉動一個螺紋升角 γ 以測量方向與測量齒面切面垂直,從而使齒厚數顯卡尺的示數為實際法向齒厚值。

式中,n:梯形螺紋的頭數;d2:梯形螺紋基本牙型和設計牙型的外螺紋中徑。
配作螺母的配作加工
根據 JB/T 2886—2008 標準中 5.7.2“配作螺母螺紋中徑的極限偏差需根據螺母與絲杠配作的徑向間隙進行控制”,梯形絲杠與配作螺母在中徑處的法向齒厚值存在以下關系:
式中,x1:梯形絲杠牙中徑處齒厚值;x2:與之配作的螺母牙中徑處齒厚值。
利用 Visual Bas? ic 可視化程序編制的梯形絲杠副配作間隙計算程序可以便捷、高效地實現最佳間隙要求,以 Tr150×24 為例,程序界面圖如圖 3 所示。
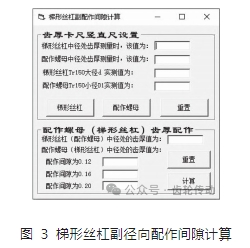
由圖 3 可知,當加工出梯形絲杠或者配作螺母的中徑處齒厚值時,可以依據該值進行配作加工得出預定梯形絲杠副徑向配作間隙值相對應的零件。該方法便捷、高效,精度高,可實現配對出的梯形絲杠副具有最佳徑向間隙值,保證梯形絲杠副具有良好的傳動性能。
梯形絲杠副配作間隙 VB 計算程序代碼:
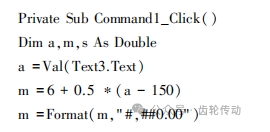
MsgBox("梯形絲杠中徑處齒厚測量時,齒厚卡尺豎直尺設置為:"& m)
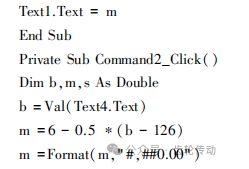
MsgBox("配作螺母中徑處齒厚測量時,齒厚卡尺豎直尺設置為:"& m)
二、梯形絲杠副徑向配合間隙對傳動的影響
考慮到內、外梯形螺紋作用中徑對實際螺旋升角的影響,以 Tr150×24 為例,利用式(6)計算徑向配作間隙為 0.3~0.7 mm 下的梯形絲杠與配作螺母的實際螺旋升角,并求出梯形絲杠副的實際螺旋升角嚙合偏差。如圖 4、圖 5 所示。
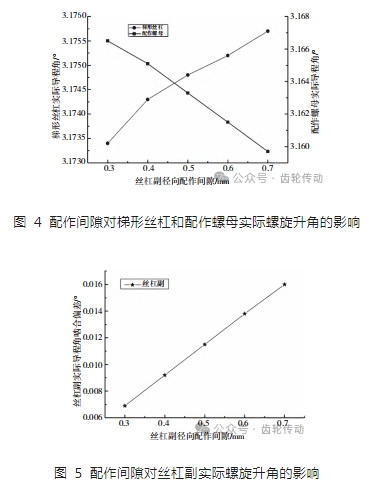
由圖 4、圖 5 分析可知,梯形絲杠的實際導程角與梯形絲杠副的徑向配作間隙呈正比,配作螺母的實際導程角與梯形絲杠副的徑向配作間隙呈反比。梯形絲杠副的實際螺旋升角嚙合偏差與其徑向配合間隙值呈正比,在徑向配作間隙 0. 3 ~ 0. 7 mm 范圍內,實際螺旋升角嚙合偏差最大為 0. 016°,即 0. 96′,考慮到梯形螺紋牙型半角存在偏差,徑向配作間隙對傳動平穩性的影響可以忽略,其徑向配作間隙僅影響傳動過程的發熱與存儲潤滑油。
三、梯形絲杠副牙型半角對傳動的影響
梯形絲杠副的傳動是以牙面嚙合進行的,以梯形絲杠螺旋線起點向上為正,當螺母受到壓載荷時,嚙合傳動是螺母下牙面與絲杠上牙面進行接觸;當螺母受到拉載荷時,嚙合傳動是螺母上牙面與絲杠下牙面進行接觸。此時,梯形絲杠和配作螺母的牙型半角是影響梯形絲杠副傳動的關鍵因素。如果梯形絲杠與配作螺母的接觸側牙型半角均為標準值:105°(90°+α/2),那么梯形絲杠副傳動為全牙面嚙合;如果梯形絲杠或配作螺母的牙型半角為 105° ± Δα,那么梯形絲杠副傳動時的嚙合區域與牙型半角偏差值呈反比,即偏差越大,梯形絲杠副傳動時的嚙合區域越小。嚙合圖示見圖 6。
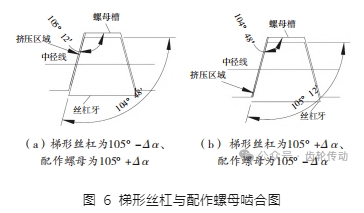
由圖 6 可知,梯形絲杠副接觸側當梯形絲杠的牙型半角為 105°-Δα、配作螺母的牙型半角為 105°+Δα 時,擠壓區域為以中徑處嚙合線為界,梯形絲杠靠近牙頂的區域、配作螺母靠近槽底的區域;梯形絲杠副接觸側當梯形絲杠的牙型半角為 105°+Δα、配作螺母的牙型半角為 105°-Δα 時,擠壓區域為以中徑處嚙合線為界,梯形絲杠靠近牙底的區域、配作螺母靠近槽頂的區域。
梯形絲杠副的嚙合區域大小影響其傳動的平穩性、自鎖性、絲杠副的磨損和牙面接觸壓力,因此應盡可能增大接觸面積,保證足夠的嚙合區域。當梯形絲杠和配作螺母的牙型半角與標準值相比存在偏差,絲杠副傳動時配作螺母在梯形絲杠的牙面嚙合區域以中徑線為邊界,分為 4 部分(①、②、③、④)。
為了減小梯形絲杠副傳動的嚙合面偏差,可根據梯形絲杠的牙面磨損情況并參考配作螺母的牙型檢測圖進行調整配作螺母,實現梯形絲杠副的最佳牙面嚙合。其中,梯形絲杠的牙面磨損(接觸)情況可按以下方法獲得:a) 在絲杠副配間隙過程中,因配作螺母豎直旋合的過程在自重的影響下會在與梯形絲杠牙面接觸的一側磨出痕跡,即為磨合區域;顛倒梯形絲杠副,進行旋合配作螺母,在自重的影響下會在與梯形絲杠牙面接觸的另一側磨出痕跡。b) 通過梯形絲杠副裝機試驗,配作螺母在受到拉、壓載荷時,會在梯形絲杠兩側牙面磨出痕跡,得出嚙合區域。嚙合區域理論磨損圖如圖 7 所示。
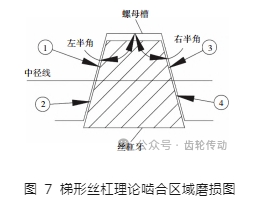
由圖 7 可知,根據磨損區域所在的位置,基于上一個配作螺母的牙型圖進行綜合調整配作螺母,調整方法如下:
1)當嚙合區位于①位置,應選擇相對于上一螺母左半角減小的;
2)當嚙合區位于②位置,應選擇相對于上一螺母左半角增大的;
3)當嚙合區位于③位置,應選擇相對于上一螺母右半角減小的;
4)當嚙合區位于④位置,應選擇相對于上一螺母右半角增大的。
四、試驗分析與論證
某產品使用梯形絲杠副傳動,梯形絲杠和配作螺母的牙型檢測數據及試驗磨損情況見表 1,在進行拉、壓載荷試驗后,梯形絲杠牙面的磨損情況見圖 8,利用牙型半角對梯形絲杠和配作螺母的磨損規律,調整螺母(配作螺母 1 調整為配作螺母2),試驗各項指標均滿足驗收要求。
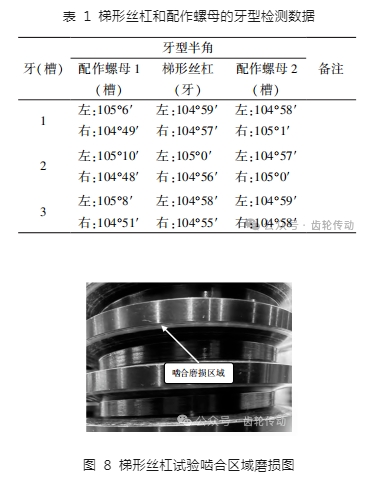
由表 1 和圖 8 可知,與配作螺母 1 相比,配作螺母 2 與梯形絲杠配合,牙型半角偏差減小,嚙合區域增大,牙面貼合度好,有效增大了牙形接觸面積,提升了梯形絲杠副的傳動自鎖性。
五、結語
本研究以非標準中螺紋規格的梯形絲杠副為研究對象,提出了基于齒厚數顯卡尺控制梯形絲杠副徑向配作間隙的技術方法,研究了梯形絲杠副徑向配作間隙和梯形螺紋牙型半角對傳動嚙合的影響,總結出牙型半角對梯形絲杠和配作螺母的磨損規律:
1)基于齒厚數顯卡尺控制梯形絲杠副徑向配作間隙的技術方法,包括通過控制內、外梯形螺紋中徑處的法向齒厚值,間接實現控制內、外梯形螺紋中徑值的目的,提高了梯形絲杠副車間生產加工的測量效率,并保證了精度;
2)梯形絲杠的實際導程角與梯形絲杠副的徑向配作間隙呈正比,配作螺母的實際導程角與梯形絲杠副的徑向配作間隙呈反比。梯形絲杠副實際螺旋升角偏差與其徑向配作間隙呈正比,在徑向配作間隙 0.3~ 0.7 mm 范圍內,實際導程嚙合偏差最大為 0.96′,考慮到梯形螺紋牙型半角存在偏差,徑向配作間隙對傳動平穩性的影響可以忽略,其徑向配作間隙僅影響傳動過程的發熱與存儲潤滑油;
3)梯形絲杠副牙型半角是影響絲杠副嚙合傳動的關鍵因素,其嚙合區域與牙型半角偏差呈反比。可根據牙型半角對梯形絲杠和配作螺母的磨損規律對螺母進行調整,實現梯形絲杠副的最佳牙面嚙合,達到提高傳動的平穩性、自鎖性,降低絲杠副磨損的目的。
參考文獻略.