隨著新能源汽車產(chǎn)業(yè)的蓬勃發(fā)展,其核心零部件之一的減速器齒輪的加工工藝顯得尤為重要。當(dāng)前新能源汽車減速器齒輪加工工藝面臨著諸多挑戰(zhàn),如加工精度不足、表面質(zhì)量不穩(wěn)定、NVH 性能不佳等問(wèn)題。因此對(duì)齒輪加工工藝進(jìn)行優(yōu)化并探索有效的 NVH 性能改善方法成為當(dāng)前研究的熱點(diǎn)和難點(diǎn)。本文旨在系統(tǒng)梳理新能源汽車減速器齒輪加工工藝的現(xiàn)狀,提出針對(duì)性的優(yōu)化策略為新能源汽車產(chǎn)業(yè)的可持續(xù)發(fā)展提供有力支撐。
一、新能源汽車減速器齒輪加工工藝現(xiàn)狀
現(xiàn)有加工工藝概述
新能源汽車作為當(dāng)今汽車工業(yè)的發(fā)展趨勢(shì),其核心技術(shù)的不斷突破與進(jìn)步是推動(dòng)其迅猛發(fā)展的關(guān)鍵。在新能源汽車的眾多核心技術(shù)中減速器齒輪的加工工藝無(wú)疑是至關(guān)重要的一環(huán)。目前新能源汽車減速器齒輪的加工主要依賴于高精度數(shù)控機(jī)床和先進(jìn)的切削工具,通過(guò)精密的切削和磨削工藝實(shí)現(xiàn)齒輪的高精度制造。新能源汽車減速器齒輪的加工過(guò)程包括毛坯制備、粗加工、半精加工、精加工和熱處理等多個(gè)環(huán)節(jié)。毛坯制備階段通常采用鍛造或鑄造工藝,獲得齒輪的基本形狀和尺寸。隨后通過(guò)粗加工去除多余材料為后續(xù)的精加工奠定基礎(chǔ)。半精加工階段則進(jìn)一步調(diào)整齒輪的尺寸和形狀,使其接近最終要求。精加工階段則是實(shí)現(xiàn)齒輪高精度制造的關(guān)鍵,通過(guò)高精度的切削和磨削工藝確保齒輪的尺寸精度、形狀精度和表面質(zhì)量達(dá)到設(shè)計(jì)要求。熱處理工藝用于提高齒輪的硬度和耐磨性,增強(qiáng)齒輪的使用性能。隨著科技的不斷進(jìn)步新能源汽車減速器齒輪的加工工藝也在不斷創(chuàng)新和優(yōu)化。新型切削工具和切削液的應(yīng)用提高了加工效率和加工質(zhì)量;高精度測(cè)量技術(shù)和在線檢測(cè)技術(shù)的應(yīng)用實(shí)現(xiàn)了對(duì)齒輪加工過(guò)程的實(shí)時(shí)監(jiān)控和質(zhì)量控制;智能化制造和數(shù)字化技術(shù)的應(yīng)用推動(dòng)了齒輪加工過(guò)程的自動(dòng)化和智能化水平提升。新能源汽車加工現(xiàn)場(chǎng)如圖 1 所示:

加工工藝存在的問(wèn)題與挑戰(zhàn)
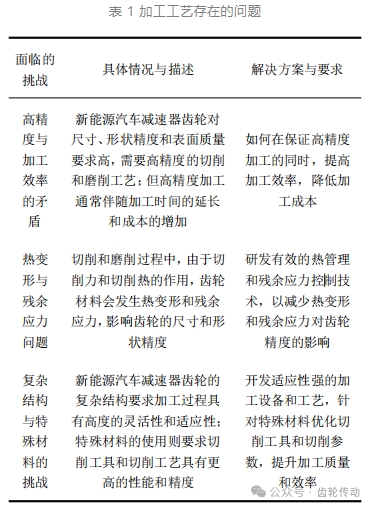
盡管新能源汽車減速器齒輪的加工工藝已經(jīng)取得了顯著的進(jìn)步,但在實(shí)際生產(chǎn)過(guò)程中仍存在一些問(wèn)題和挑戰(zhàn)。高精度加工要求與加工效率之間的矛盾是亟待解決的問(wèn)題。新能源汽車減速器齒輪對(duì)尺寸精度、形狀精度和表面質(zhì)量的要求極高,這要求加工過(guò)程中必須采用高精度的切削和磨削工藝。然而高精度加工往往意味著加工時(shí)間的延長(zhǎng)和加工成本的增加,如何在保證加工精度的同時(shí)提高加工效率是當(dāng)前加工工藝面臨的重要挑戰(zhàn)。加工過(guò)程中的熱變形和殘余應(yīng)力問(wèn)題也是影響齒輪加工質(zhì)量的關(guān)鍵因素。在切削和磨削過(guò)程中由于切削力和切削熱的作用齒輪材料會(huì)發(fā)生熱變形和殘余應(yīng)力,導(dǎo)致齒輪的尺寸精度和形狀精度發(fā)生變化。因此如何有效控制加工過(guò)程中的熱變形和殘余應(yīng)力是提升齒輪加工質(zhì)量的關(guān)鍵所在。此外新能源汽車減速器齒輪的復(fù)雜結(jié)構(gòu)和特殊材料也給加工工藝帶來(lái)了難度。齒輪的復(fù)雜結(jié)構(gòu)要求加工過(guò)程中必須具備高度的靈活性和適應(yīng)性;而特殊材料的使用則要求切削工具和切削工藝必須具備更高的性能和精度。這些都對(duì)加工工藝的創(chuàng)新和優(yōu)化提出了更高的要求。加工工藝存在的問(wèn)題如表 1 所示:
國(guó)內(nèi)外研究現(xiàn)狀對(duì)比
在新能源汽車減速器齒輪加工工藝的研究方面國(guó)內(nèi)外學(xué)者和科研機(jī)構(gòu)都進(jìn)行了大量的探索和實(shí)踐。從總體上看國(guó)外在新能源汽車減速器齒輪加工工藝的研究和應(yīng)用方面處于領(lǐng)先地位,擁有更為先進(jìn)的加工設(shè)備和工藝技術(shù)。國(guó)外的研究機(jī)構(gòu)和企業(yè)注重基礎(chǔ)研究和應(yīng)用研究的結(jié)合,通過(guò)深入研究齒輪加工過(guò)程中的切削力、切削熱、材料性能等因素對(duì)加工質(zhì)量的影響,提出了一系列有效的優(yōu)化措施和改進(jìn)方案。同時(shí)他們還積極探索新型切削工具、切削液和測(cè)量技術(shù)的應(yīng)用,推動(dòng)齒輪加工工藝的不斷創(chuàng)新和進(jìn)步。相比之下國(guó)內(nèi)在新能源汽車減速器齒輪加工工藝的研究和應(yīng)用方面還有一定的差距。雖然近年來(lái)國(guó)內(nèi)的研究機(jī)構(gòu)和企業(yè)也取得了一些重要的研究成果和突破,但在高精度加工、加工效率、加工質(zhì)量等方面仍有待進(jìn)一步提升。此外國(guó)內(nèi)在新型切削工具、切削液和測(cè)量技術(shù)的應(yīng)用方面也還有一定的滯后,需要加強(qiáng)與國(guó)際先進(jìn)水平的交流與合作。然而值得注意的是國(guó)內(nèi)在新能源汽車產(chǎn)業(yè)的發(fā)展速度和市場(chǎng)規(guī)模方面具有明顯優(yōu)勢(shì),這為齒輪加工工藝的研究和應(yīng)用提供了廣闊的市場(chǎng)空間和良好的發(fā)展前景。
二、齒輪加工工藝優(yōu)化策略
材料選擇與熱處理工藝優(yōu)化
材料選擇作為齒輪加工的首個(gè)關(guān)鍵環(huán)節(jié)無(wú)疑扮演著至關(guān)重要的角色,它直接關(guān)系到齒輪的強(qiáng)度、硬度、耐磨性等核心性能的實(shí)現(xiàn)。在新能源汽車減速器齒輪的制造過(guò)程中不僅需要尋找那些具備高強(qiáng)度、高硬度、高耐磨性以及出色熱穩(wěn)定性的材料,更需考慮到新能源汽車對(duì)于環(huán)保的特殊要求,因此選擇那些環(huán)保性能卓越的材料成為首選。而熱處理工藝作為提升齒輪性能的另一大法寶,同樣不容忽視。通過(guò)精心設(shè)計(jì)的熱處理流程能夠有效地消除材料內(nèi)部的殘余應(yīng)力,顯著增強(qiáng)齒輪的硬度和耐磨性。在這一過(guò)程中加熱溫度、保溫時(shí)間以及冷卻速度等參數(shù)的精準(zhǔn)控制顯得尤為重要,它們共同確保齒輪性能能夠精準(zhǔn)地達(dá)到預(yù)期標(biāo)準(zhǔn)。此外為了進(jìn)一步提升齒輪的表面硬度和耐磨性還可以運(yùn)用表面強(qiáng)化處理、滲碳、滲氮等先進(jìn)技術(shù),為齒輪的優(yōu)異性能再添一層保障。
切削參數(shù)與刀具選擇優(yōu)化
切削參數(shù)的選擇在齒輪加工中占據(jù)著舉足輕重的地位,它直接關(guān)系到齒輪的加工質(zhì)量和效率。這一選擇并非簡(jiǎn)單的數(shù)值確定,而是需要綜合考慮齒輪的材料特性、結(jié)構(gòu)特點(diǎn)以及精度要求等諸多因素。切削速度、進(jìn)給量、切削深度等參數(shù)的選擇需經(jīng)過(guò)嚴(yán)謹(jǐn)?shù)挠?jì)算和實(shí)驗(yàn)驗(yàn)證,以確保加工過(guò)程的穩(wěn)定性和高效性。通過(guò)精細(xì)調(diào)整這些切削參數(shù)不僅能夠減小切削力、降低切削溫度,從而減輕機(jī)床和刀具的負(fù)擔(dān),提高刀具的使用壽命,還能顯著提升加工效率,縮短生產(chǎn)周期。這種優(yōu)化不僅體現(xiàn)在單個(gè)齒輪的加工上,更能在批量生產(chǎn)中發(fā)揮巨大的經(jīng)濟(jì)效益。與此同時(shí)刀具的選擇同樣至關(guān)重要。合適的刀具應(yīng)具備與齒輪材料相匹配的幾何形狀以保證切削過(guò)程的順暢和穩(wěn)定。此外高精度和高耐磨性是刀具選擇的兩大核心要素,它們直接決定了加工出的齒輪能否滿足精度要求以及刀具的使用壽命。而刀具的涂層技術(shù)則能在一定程度上提高刀具的切削性能和抗磨損能力,為齒輪的加工質(zhì)量提供有力保障。
加工精度與表面質(zhì)量控制
加工精度作為齒輪性能的關(guān)鍵保障,其重要性不容忽視。在齒輪的制造過(guò)程中每一道工序的加工精度都需得到嚴(yán)格控制,確保齒輪的尺寸、形狀和位置都精確無(wú)誤,以滿足設(shè)計(jì)要求和工程應(yīng)用的需要。為實(shí)現(xiàn)這一目標(biāo)需借助高精度數(shù)控機(jī)床的精密控制,結(jié)合先進(jìn)的測(cè)量技術(shù)對(duì)齒輪加工過(guò)程進(jìn)行實(shí)時(shí)監(jiān)控。通過(guò)在線檢測(cè)技術(shù)可以及時(shí)發(fā)現(xiàn)加工過(guò)程中的偏差并迅速調(diào)整加工參數(shù),確保齒輪的加工精度始終保持在預(yù)定范圍內(nèi)。然而僅僅關(guān)注加工精度是不夠的。齒輪的表面質(zhì)量同樣對(duì)其性能產(chǎn)生深遠(yuǎn)影響。表面的粗糙度和波紋度等指標(biāo)直接關(guān)系到齒輪的耐磨性和使用壽命。因此在加工過(guò)程中需通過(guò)優(yōu)化切削參數(shù)、選用合適的磨削工藝等手段,努力提升齒輪的表面質(zhì)量。此外為了進(jìn)一步改善齒輪的表面性能還可以采用一系列表面處理技術(shù)。噴丸強(qiáng)化技術(shù)能夠有效提升齒輪表面的硬度和疲勞強(qiáng)度;激光熔覆技術(shù)則能在齒輪表面形成一層具有優(yōu)異性能的涂層,進(jìn)一步提高齒輪的耐磨性和耐腐蝕性。這些技術(shù)的運(yùn)用無(wú)疑為齒輪的性能提升開(kāi)辟了新的途徑。
加工過(guò)程仿真與工藝參數(shù)優(yōu)化
隨著計(jì)算機(jī)技術(shù)的日新月異,加工過(guò)程仿真技術(shù)逐漸嶄露頭角成為優(yōu)化齒輪加工工藝的得力助手。仿真軟件以其強(qiáng)大的模擬和分析能力為齒輪加工過(guò)程提供了前所未有的洞察。通過(guò)這些軟件得以深入剖析齒輪加工的每一個(gè)環(huán)節(jié),預(yù)測(cè)可能遭遇的種種問(wèn)題,從而為工藝參數(shù)的優(yōu)化提供堅(jiān)實(shí)的數(shù)據(jù)支撐。在仿真過(guò)程中可以根據(jù)具體的加工條件和要求,靈活設(shè)置仿真參數(shù)。這些參數(shù)涵蓋了切削力、切削溫度、刀具磨損等多個(gè)方面,它們的變化規(guī)律直接關(guān)系到齒輪的加工效果。通過(guò)對(duì)比不同參數(shù)組合下的仿真結(jié)果能夠發(fā)現(xiàn)隱藏在數(shù)據(jù)背后的規(guī)律,找到最佳的工藝參數(shù)組合,從而在提升加工效率的同時(shí)確保齒輪的加工質(zhì)量達(dá)到最優(yōu)。此外仿真軟件還具備優(yōu)化設(shè)計(jì)的功能。通過(guò)對(duì)齒輪齒形、齒數(shù)、模數(shù)等關(guān)鍵參數(shù)進(jìn)行精細(xì)調(diào)整能夠改善齒輪的傳動(dòng)性能和承載能力,進(jìn)一步提升減速器的整體性能。這種優(yōu)化設(shè)計(jì)不僅提升了齒輪的性能,也為減速器的穩(wěn)定運(yùn)行提供了有力保障。
三、NVH 性能改善方法
NVH 性能評(píng)價(jià)指標(biāo)與測(cè)試方法
NVH性能評(píng)價(jià)指標(biāo)的確定是改善NVH性能的前提和基礎(chǔ)。常見(jiàn)的 NVH 評(píng)價(jià)指標(biāo)包括聲壓級(jí)、振動(dòng)加速度、聲品質(zhì)等,這些指標(biāo)能夠全面反映機(jī)械系統(tǒng)的噪聲和振動(dòng)特性。在測(cè)試方法上常采用聲級(jí)計(jì)、加速度傳感器等設(shè)備進(jìn)行數(shù)據(jù)采集并結(jié)合頻譜分析、時(shí)域分析等信號(hào)處理手段對(duì) NVH 性能進(jìn)行定量評(píng)估。具體而言聲壓級(jí)測(cè)試可以反映噪聲的大小和頻率分布為噪聲源的識(shí)別和降噪措施的設(shè)計(jì)提供依據(jù);振動(dòng)加速度測(cè)試則可以揭示機(jī)械系統(tǒng)的振動(dòng)狀態(tài)和傳遞路徑為振動(dòng)抑制和隔振設(shè)計(jì)提供指導(dǎo)。此外聲品質(zhì)評(píng)價(jià)作為近年來(lái)興起的一種 NVH 性能評(píng)價(jià)指標(biāo),能夠綜合考慮聲音的響度、尖銳度、粗糙度等多個(gè)維度,為用戶提供更加全面的聽(tīng)覺(jué)體驗(yàn)評(píng)價(jià)。
齒輪結(jié)構(gòu)設(shè)計(jì)與 NVH 性能關(guān)系
齒輪作為機(jī)械傳動(dòng)系統(tǒng)的核心部件,其結(jié)構(gòu)設(shè)計(jì)對(duì) NVH 性能具有顯著影響。齒輪的齒形、齒數(shù)、模數(shù)等參數(shù)的選擇以及齒輪的材料、熱處理工藝等因素都會(huì)直接影響到齒輪的振動(dòng)和噪聲特性。在齒輪結(jié)構(gòu)設(shè)計(jì)中應(yīng)充分考慮 NVH 性能的需求,通過(guò)優(yōu)化齒形設(shè)計(jì)、采用低噪聲齒輪材料、提高齒輪加工精度等手段降低齒輪的振動(dòng)和噪聲水平。同時(shí)還應(yīng)關(guān)注齒輪傳動(dòng)系統(tǒng)的整體設(shè)計(jì),通過(guò)合理匹配齒輪參數(shù)、優(yōu)化傳動(dòng)比等方式實(shí)現(xiàn)整個(gè)傳動(dòng)系統(tǒng)的 NVH 性能提升。此外隨著計(jì)算機(jī)仿真技術(shù)的發(fā)展,基于仿真軟件的齒輪 NVH 性能預(yù)測(cè)與優(yōu)化也成了一種有效的手段。通過(guò)建立齒輪傳動(dòng)系統(tǒng)的仿真模型可以模擬不同設(shè)計(jì)參數(shù)下的 NVH 性能表現(xiàn),為設(shè)計(jì)方案的優(yōu)化提供有力支持。
齒輪減振降噪技術(shù)的應(yīng)用
針對(duì)齒輪傳動(dòng)系統(tǒng)的 NVH 性能問(wèn)題一系列減振降噪技術(shù)得到了廣泛應(yīng)用。這些技術(shù)包括被動(dòng)控制技術(shù)和主動(dòng)控制技術(shù)兩大類。被動(dòng)控制技術(shù)主要通過(guò)改變齒輪結(jié)構(gòu)、采用阻尼材料等方式降低齒輪的振動(dòng)和噪聲水平。例如通過(guò)在齒輪表面涂覆阻尼涂層或安裝阻尼環(huán)可以有效吸收振動(dòng)能量,減少齒輪的振動(dòng)幅度和噪聲輻射。此外采用新型的低噪聲齒輪材料和熱處理工藝也可以從根本上改善齒輪的 NVH 性能。主動(dòng)控制技術(shù)則通過(guò)引入外部能量源對(duì)齒輪傳動(dòng)系統(tǒng)的振動(dòng)和噪聲進(jìn)行主動(dòng)抑制。常見(jiàn)的主動(dòng)控制技術(shù)包括主動(dòng)控制減振器和主動(dòng)噪聲控制技術(shù)等。這些技術(shù)能夠根據(jù)齒輪傳動(dòng)系統(tǒng)的實(shí)時(shí)振動(dòng)和噪聲狀態(tài),自動(dòng)調(diào)節(jié)控制參數(shù),實(shí)現(xiàn)對(duì)振動(dòng)和噪聲的有效控制。在實(shí)際應(yīng)用中應(yīng)根據(jù)具體的 NVH 性能需求和系統(tǒng)特點(diǎn)選擇合適的減振降噪技術(shù)。
本文全面分析了新能源汽車減速器齒輪加工工藝的現(xiàn)狀與問(wèn)題,提出了針對(duì)性的優(yōu)化策略。結(jié)果表明通過(guò)優(yōu)化材料選擇、熱處理工藝、切削參數(shù)與刀具選擇以及加工精度與表面質(zhì)量控制等方面可以顯著提高齒輪的加工質(zhì)量和 NVH 性能。同時(shí)齒輪結(jié)構(gòu)設(shè)計(jì)與 NVH 性能密切相關(guān),合理的結(jié)構(gòu)設(shè)計(jì)能夠有效降低齒輪的振動(dòng)和噪聲。齒輪減振降噪技術(shù)的應(yīng)用也為改善 NVH 性能提供了新的途徑。
參考文獻(xiàn)略.