球磨機(jī)在長(zhǎng)時(shí)間的運(yùn)行狀態(tài)下,整體會(huì)發(fā)生微量形變。如果只對(duì)其中一部分進(jìn)行拆除修理,再安裝時(shí),已經(jīng)不能達(dá)到原機(jī)組裝的精度;若要調(diào)整至原安裝數(shù)據(jù),就必須同時(shí)調(diào)整筒體和主電機(jī),這樣既需要很長(zhǎng)的維修時(shí)間,又增加了大量的工作。本文主要論述的是,球磨機(jī)小齒輪軸吊裝修理時(shí),在不動(dòng)筒體和主電機(jī)的情況下,怎樣調(diào)整才能使小齒輪軸既滿足大齒輪的配合,又保證和主電機(jī)的同心度,從而減少維修時(shí)間、降低成本。
一、小齒輪軸的拆除及維修
先停車、斷電,再停潤(rùn)滑油泵,然后拆除空氣離合器,拆除小齒輪軸承座的連接螺栓,拆除潤(rùn)滑油管的連接,吊出小齒輪軸。起吊時(shí),應(yīng)考慮吊車或者行車的負(fù)荷能力,檢查吊繩的可靠情況,吊出的位置應(yīng)下設(shè)枕木作墊。最后,對(duì)小齒輪軸相關(guān)部件進(jìn)行維修。
二、基礎(chǔ)件的處理
小齒輪軸吊出后,應(yīng)對(duì)地腳螺栓進(jìn)行檢查;若損壞,應(yīng)更換。地腳螺栓一般為鍛件。考慮到鍛件制造周期較長(zhǎng),可以采用加工件。加工件材質(zhì)應(yīng)選用 Cr40,并進(jìn)行熱處理,保證加工件的硬度。對(duì)二次灌漿層進(jìn)行檢查,出現(xiàn)裂紋或損壞嚴(yán)重,應(yīng)鑿出重新澆灌。
三、小齒輪安裝前的準(zhǔn)備工作
地腳螺栓安裝前,必須先查看螺栓與螺母的連接情況,并把地腳螺栓清理干凈。為防止螺紋發(fā)生氧化,螺紋應(yīng)涂抹防銹脂。地腳螺栓套管上必須加防護(hù)蓋子,防止物品掉入地腳螺栓孔內(nèi)。套管埋入前,應(yīng)檢查位置是否符合圖紙要求,其應(yīng)與地腳螺栓配合良好。放置地腳螺栓之后,為標(biāo)定位置方便,須使用模板支撐牢靠,然后再向埋件內(nèi)放入填塞物。地腳螺栓位移偏差應(yīng)在 1 ~ 2 mm,螺栓垂直度偏差應(yīng)在 1/ 1000 mm 以內(nèi)。地腳螺栓下方應(yīng)配備墊圈,且要安裝鎖緊裝置加固,可以運(yùn)用彈雙螺母或簧墊圈。混凝土強(qiáng)度到 75%,才能擰緊地腳螺栓。為使球磨機(jī)各底板平穩(wěn),可使用平/斜墊鐵進(jìn)行調(diào)整。盡量減少平/斜墊鐵數(shù)量,每一組墊鐵不得超過(guò) 5 塊。墊鐵可選用普通碳素鋼加工。墊鐵邊緣要打磨光滑。斜墊鐵制作時(shí)應(yīng)保證成對(duì)墊鐵尺寸相同,且具有相同斜度;斜面經(jīng)磨床加工,斜度宜為10∶1 ~20∶1。所有楔子寬度為50 ~60 mm,長(zhǎng)度保證安裝在底盤內(nèi)部超過(guò)地腳螺栓中心線,外部露出 10 ~ 50 mm。調(diào)平后,斜鐵之間應(yīng)焊接,防止移動(dòng)。應(yīng)保證每一組墊鐵放置平穩(wěn),確保良好接觸面。斜墊鐵的重疊面積不應(yīng)超過(guò)墊鐵面積的 75%。在底座調(diào)平后,應(yīng)確保各組墊鐵被壓實(shí)。用 0. 05 mm 的塞尺檢查墊鐵之間、墊鐵與設(shè)備底板之間的間隙;同一墊鐵塞入的長(zhǎng)度之和應(yīng)不大于墊鐵長(zhǎng)度或?qū)挾鹊?/3。露出底座的長(zhǎng)度應(yīng)在 10 ~ 50 mm,同時(shí)墊鐵伸入設(shè)備底座的長(zhǎng)度應(yīng)大于地腳螺栓的長(zhǎng)度。墊鐵調(diào)整好,在設(shè)備找平找正時(shí),每一組墊鐵之間應(yīng)進(jìn)行電焊連接。每個(gè)地腳螺栓兩邊都應(yīng)擺放墊鐵組,擺放位置應(yīng)靠近地腳螺栓和在主要受力部位,并且保證平整放置不影響后續(xù)灌漿作業(yè)。相鄰板組之間的距離宜為300 ~600 mm。
四、小齒輪軸的安裝與調(diào)整
基礎(chǔ)墊鐵、 底板的安裝及小齒輪軸的吊裝
小齒輪軸須待基礎(chǔ)混凝土強(qiáng)度達(dá)到 75% 以上,并經(jīng)各相關(guān)方現(xiàn)場(chǎng)檢查合格后,方可在基礎(chǔ)上安裝。清除主底板頂面和軸承座底面的雜物、毛刺和油污。在主軸承底板和地基上畫垂直和水平的中心線,作為安裝的參考線,然后把地腳螺栓和底板固定在基礎(chǔ)上,在底板下放置墊鐵,將底板的位置調(diào)整正確。球磨機(jī)主軸底板上加工面須位于同一水平面上。在安裝時(shí),用水準(zhǔn)儀、水平儀等測(cè)量設(shè)備進(jìn)行測(cè)量。通過(guò)大錘、墊鐵、千斤頂?shù)裙ぞ哌M(jìn)行調(diào)整,達(dá)到設(shè)計(jì)要求。其縱向及橫向水平度誤差小于 0. 1 mm/m,底板的相對(duì)高差小于 0. 5 mm,且進(jìn)料端高于出料端。軸承底板縱向中心線的同軸度偏差應(yīng)小于 1 mm,橫向中心線平行度偏差應(yīng)小于 0. 5 mm/m。在底板上安裝軸承座,確保兩者的中心線全部對(duì)齊。軸承座和底板之間的接觸面須在周圍分布均勻,避免出現(xiàn)局部空隙長(zhǎng)度大于 0. 1 mm;未接觸的邊界長(zhǎng)度不應(yīng)大于 100 mm,而總長(zhǎng)度也不應(yīng)超出周圍總長(zhǎng)的 25% 。安裝球磨機(jī)小齒輪組件時(shí),先在行車吊鉤上掛兩根繩扣,如圖 1 所示。
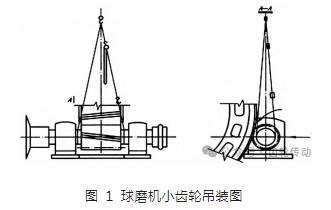
一根掛一個(gè)手拉或電動(dòng)葫蘆。兩根繩扣須吊在球磨機(jī)小齒輪兩側(cè)的光軸上。調(diào)整葫蘆,把球磨機(jī)小齒輪吊起;平起,并挨近大齒輪,使球磨機(jī)大小齒輪的齒輪靠近;然后將球磨機(jī)小齒輪挪動(dòng)至大齒圈,使球磨機(jī)大小齒輪嚙合,潤(rùn)滑保持良好。當(dāng)軸承座放在底板上后,對(duì)正連接螺栓,調(diào)整小齒輪軸向位置,對(duì)齊大小齒輪的齒寬。擰上連接螺栓,把軸承上蓋打開,檢查小齒輪軸位置。若位置正確,在固定端墊上 3/4 周的環(huán)形墊片,浮動(dòng)端軸承端面和軸承座內(nèi)端面距離應(yīng)基本一致,偏差不應(yīng)大于 0. 5 ~1 mm。如位置不對(duì),應(yīng)重新校對(duì)小齒輪軸向位置。如靠軸承座連接螺栓不能調(diào)整時(shí),要松開地腳螺栓使小齒輪組件和主底板一起移動(dòng),并用大小齒輪節(jié)圓線離開 1. 58 mm 的距離,控制齒頂間隙。
小齒輪軸的檢測(cè)
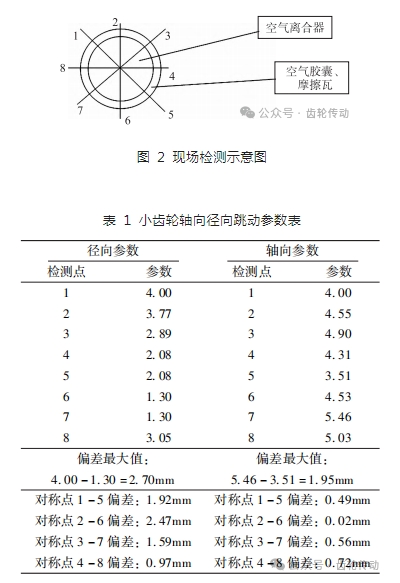
小齒輪的調(diào)正必須進(jìn)行徑向、軸向跳動(dòng),齒側(cè)間隙,齒頂間隙的全面檢測(cè)。做好各項(xiàng)數(shù)字記錄和統(tǒng)計(jì),確保小齒輪調(diào)正作業(yè)順利進(jìn)行。首先,在空氣離合器上選好各檢測(cè)點(diǎn)(本次選8個(gè)檢測(cè)點(diǎn)),并作記號(hào),如圖 2 所示。其次,清洗、打磨檢測(cè)點(diǎn)相對(duì)應(yīng)3個(gè)齒的齒頂面和端面。然后,裝上兩個(gè)百分表,一個(gè)軸向,一個(gè)徑向,選取一個(gè)基數(shù)調(diào)定(此次選取 4. 00 mm),利用兩個(gè)百分表同時(shí)檢測(cè)小齒輪徑向、軸向跳動(dòng)參數(shù)。最后,啟動(dòng)慢盤系統(tǒng)進(jìn)行盤車,逐點(diǎn)檢測(cè)。所得數(shù)字見(jiàn)表 1。
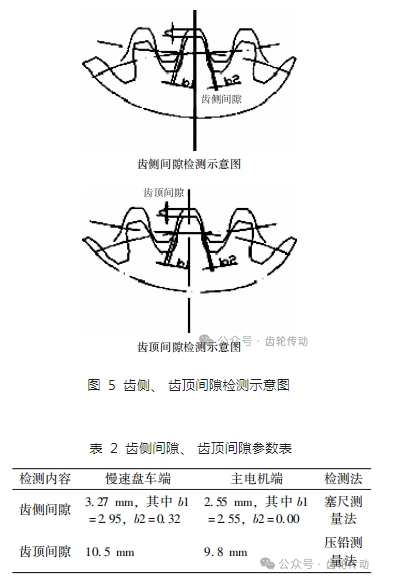
根據(jù)表 1 內(nèi)的各參數(shù)值,分別畫出徑向和軸向跳動(dòng)曲線圖,如圖 3、圖 4 所示。
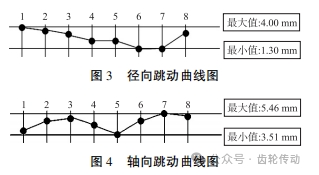
從實(shí)測(cè)數(shù)據(jù)(表1)以及曲線圖(圖3、圖4)來(lái)看:徑向跳動(dòng)最大值偏差 2. 70 mm,對(duì)稱點(diǎn)偏差 1. 92 mm、2. 47 mm、1. 59 mm、0. 97 mm;廠家給出的參數(shù)值為徑向允差 0. 70 mm,已嚴(yán)重超標(biāo)。軸向跳動(dòng)最大值偏差 1. 95 mm, 對(duì)稱點(diǎn)偏差 0. 49 mm、0. 02 mm、0. 56 mm、0. 72 mm;廠家給出的參數(shù)值為軸向允差 0. 8 mm,對(duì)稱點(diǎn)達(dá)標(biāo),但是最大偏差不達(dá)標(biāo)。
齒側(cè)間隙檢測(cè)采用塞尺測(cè)量法,如圖 5 所示。檢測(cè)齒側(cè)間隙所得數(shù)字見(jiàn)表 2。從表 2 中的數(shù)字看,齒側(cè)間隙已超出廠家標(biāo)準(zhǔn)值。
從表 2 中數(shù)字看,齒頂間隙超出廠家標(biāo)準(zhǔn)值(齒頂間隙 5. 5mm,齒側(cè)間隙 1. 88 mm)。由于大小齒輪形為斜齒,檢查齒輪嚙合情況時(shí)是以齒側(cè)間隙參數(shù)為準(zhǔn)則,齒頂間隙參數(shù)只做參考。
小齒輪軸的調(diào)整
經(jīng)一系列檢測(cè)和數(shù)據(jù)分析后,開始對(duì)小齒輪進(jìn)行校正作業(yè)。校正作業(yè)分三個(gè)階段進(jìn)行:徑向校正、軸向校正、大小齒嚙合校正。
小齒輪徑向校正,從參數(shù)中可以算出徑向調(diào)整點(diǎn)的具體位置,并計(jì)算各調(diào)整點(diǎn)的偏差平均值。即對(duì)稱點(diǎn)1-5 偏差:1. 92 mm/2 = 0. 96 mm;對(duì)稱點(diǎn) 2 - 6 偏差:2. 47 mm/2 =1. 24 mm;對(duì)稱點(diǎn) 3 - 7 偏差:1. 59 mm/2 = 0. 80 mm;對(duì)稱點(diǎn) 4-8 偏差:0. 97 mm/2 = 0. 49 mm。然后松開小齒輪軸承座連接螺栓,再用手帶緊即可。完成 前期準(zhǔn)備工作后開始進(jìn)行調(diào)整。調(diào)整是進(jìn)行微調(diào),一般調(diào)整方法是在軸承座底部加裝墊片(墊片為 0. 1 mm)。依照調(diào)整點(diǎn)的偏差平均值的情況看,小齒輪軸在徑向上是右上部走偏,需在慢盤端的兩個(gè)點(diǎn)加裝墊片。根據(jù)對(duì)稱點(diǎn)1 -5 偏差:1. 92 mm/ 2 =0. 96 mm;靠近磨機(jī)端加裝 8 ~9片;根據(jù)對(duì)稱點(diǎn) 2 -6 偏差:2. 47 mm/2 = 1. 24 mm,遠(yuǎn)離磨機(jī)端加裝10 ~12 片。加裝完成后,擰緊小齒輪軸承座連接螺栓。再取 8 個(gè)點(diǎn),利用百分表進(jìn)行徑向校正作業(yè)。依照以上方式循環(huán)作業(yè),直到最大偏差量和對(duì)稱點(diǎn)偏差量達(dá)到廠家要求的(0. 70 mm)以內(nèi)為止。
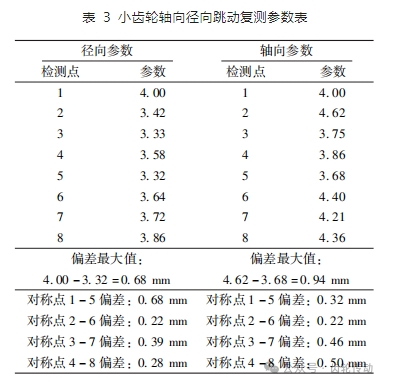
小齒輪軸向校正與徑向校正方法相同,可參照徑向校正的作業(yè)流程進(jìn)行,以達(dá)到廠家要求的(0.80 mm以內(nèi))為止。完成軸向、徑向校正工作后,再對(duì)跳動(dòng)值復(fù)查檢測(cè),所得數(shù)字如圖 6、圖 7 所示:
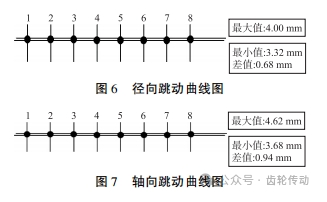
從實(shí)測(cè)數(shù)據(jù)(表 3)以及曲線圖(圖 6、圖 7)來(lái)看,徑向跳動(dòng)最大值偏差為 0. 68 mm,對(duì)稱點(diǎn)偏差都在 0. 39 以內(nèi),達(dá)到廠家要求值(0. 70 mm);軸向跳動(dòng)最大值 0. 94,超出廠家標(biāo)準(zhǔn) (0. 80 mm),主要是電機(jī)端長(zhǎng)期運(yùn)行,發(fā)生位移但位移量微小。因此,徑向、軸向跳動(dòng)曲線圖相當(dāng)平滑,結(jié)果滿意。
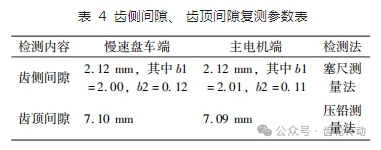
小齒輪齒圈徑向、軸向調(diào)整完畢后,進(jìn)行大小齒嚙合情況作業(yè)。參照廠家提供的齒側(cè)間隙標(biāo)準(zhǔn)值(1. 88 mm),對(duì)小齒輪進(jìn)行調(diào)整。先以厚度為 2. 00 mm 的塞尺塞進(jìn)靠電機(jī)端齒縫,若塞不進(jìn),更換塞尺;逐漸減小,直至測(cè)出齒側(cè)間隙。再用同樣的方法,塞進(jìn)慢盤端,測(cè)出齒側(cè)間隙。因?yàn)榇笮↓X輪齒面有磨損痕跡,不能按廠家標(biāo)準(zhǔn)數(shù)字調(diào)整,以標(biāo)準(zhǔn) ±0. 30 mm 為最佳。具體數(shù)據(jù)見(jiàn)表4。
五、二次灌漿施工注意事項(xiàng)
完成小齒輪軸找平校正工作后,緊接著進(jìn)行二次澆灌。灌漿采用的砼標(biāo)號(hào)至少比基礎(chǔ)高一級(jí)。灌漿前,用力矩扳手緊固地腳螺栓,并將軸承座及底板上的油污清除,將基礎(chǔ)上的雜物清除,并用水清洗干凈。先在基礎(chǔ)槽和主軸承底板下部凸臺(tái)之間灌注環(huán)氧樹脂,其抗壓強(qiáng)度不小于 65 ~ 86. 2 MPa,然后灌漿。為了保證主軸承底板二次灌漿層的質(zhì)量,基礎(chǔ)表面應(yīng)拉毛。二次灌漿時(shí)應(yīng)將軸承底座下部填滿砼漿液,邊澆筑邊振搗,不能存在間隙。二次灌漿層養(yǎng)護(hù)時(shí)間應(yīng)根據(jù)規(guī)范執(zhí)行。
六、調(diào)試
球磨機(jī)安裝完、二次灌漿層養(yǎng)護(hù)完畢后,應(yīng)進(jìn)行調(diào)試。首先進(jìn)行空載運(yùn)行。空機(jī)運(yùn)行3h(視情況而定),每隔半小時(shí)檢查記錄小齒輪三個(gè)點(diǎn)的齒面溫度、低壓油油壓、小齒輪軸前后軸承溫度和小齒輪的振動(dòng)情況。本次調(diào)試均在正常范圍,無(wú)明顯異響,并且球磨機(jī)運(yùn)行穩(wěn)定。然后重負(fù)荷運(yùn)行,本次運(yùn)行 5 天后,觀察相關(guān)數(shù)據(jù),一切正常。
七、穩(wěn)定正常運(yùn)行措施
在常規(guī)操作中,當(dāng)啟動(dòng)球磨機(jī)時(shí),應(yīng)首先啟動(dòng)高低壓稀油站。當(dāng)?shù)蛪河捅瞄_始工作,并且壓力在 16 ~ 18 MPa 時(shí),球磨機(jī)筒體會(huì)浮到 0. 13 ~ 0. 18 mm 的高度,此時(shí)球磨啟動(dòng)。在 20 min 之后,當(dāng)大齒圈和小齒輪得 到了充足的潤(rùn)滑,球磨機(jī)便在0. 4 MPa 的低壓力下開始流暢運(yùn)行。在停止球磨機(jī)之前,首先需要暫停給礦,并繼續(xù)補(bǔ)加水直至排空筒體內(nèi)的物料,否則,物料會(huì)粘附在筒體襯板的內(nèi)壁上,增加啟動(dòng)球磨機(jī)的負(fù)荷。在下一次啟動(dòng)球磨機(jī)之前,先要啟動(dòng)慢盤系統(tǒng),不僅會(huì)在主軸承和中空軸之間形成一層油膜,還會(huì)使球磨機(jī)內(nèi)的鋼球物料變得均勻松散,這種方式能顯著地降低啟動(dòng)所需的負(fù)荷。
在維護(hù)和操作稀油潤(rùn)滑站時(shí),操作員必須嚴(yán)格遵循設(shè)備的使用和維護(hù)規(guī)定,定期檢查潤(rùn)滑系統(tǒng),確保高壓和低壓油泵以及相關(guān)管道的穩(wěn)定工作,并確保電氣系統(tǒng)處于良好狀態(tài)。在啟動(dòng)球磨機(jī)的過(guò)程中,確保高壓油泵達(dá)到了預(yù)設(shè)的壓力,然后再進(jìn)行球磨機(jī)的啟 動(dòng)。在球磨機(jī)停止運(yùn)行超過(guò) 8h 后,如果需要重新啟動(dòng),應(yīng)首先啟動(dòng)慢盤系統(tǒng)以松動(dòng)物料,從而降低啟動(dòng)過(guò)程中的工作負(fù)荷。
為了防止端蓋出現(xiàn)漏漿現(xiàn)象,應(yīng)經(jīng)常進(jìn)行清潔和潤(rùn)滑工作。目前采取的方法是使用橡膠板預(yù)先粘貼在端蓋上,并在固定螺栓時(shí)墊上一塊膠墊,以防止端蓋漏漿;一旦發(fā)現(xiàn)螺栓松動(dòng),應(yīng)立即進(jìn)行緊固。此外,要定期清理大齒圈內(nèi)部的油漬,確保各種大小的齒輪都能得到良好的潤(rùn)滑,防止齒輪過(guò)度磨損。
八、結(jié)語(yǔ)
球磨機(jī)小齒輪軸安裝調(diào)整技術(shù)已在生產(chǎn)裝置中運(yùn)用,現(xiàn)運(yùn)行平穩(wěn),具有實(shí)踐價(jià)值。調(diào)整工作達(dá)到了預(yù)期效果,既減少了施工周期,又減少了工程量,并使設(shè)備運(yùn)轉(zhuǎn)恢復(fù)平穩(wěn)。但由于軸向調(diào)整問(wèn)題沒(méi)有得到徹底的解決,因此軸向跳動(dòng)偏差仍未達(dá)到標(biāo)準(zhǔn)值范圍內(nèi)。考慮到球磨機(jī)小齒輪為硬齒,大齒輪為軟齒,在以后長(zhǎng)時(shí)間的帶負(fù)荷運(yùn)行中會(huì)互相嚙合,可以彌補(bǔ)軸向的調(diào)整偏差。
參考文獻(xiàn)略.