薄壁齒輪作為機械傳動中的重要部件,具有結構緊湊﹑質量輕﹑傳動效率高的優點,在航空航天﹑汽車﹑機床等領域有著廣泛的應用,然而,由于其壁薄﹑剛性差的特點,加工過程中易產生變形,給加工精度和效率帶來挑戰。
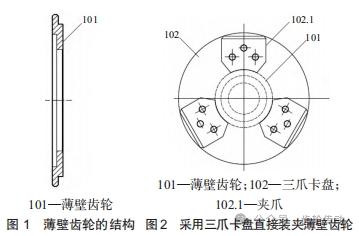
傳統車工加工薄壁齒輪時使用數控車床,而數控車床上使用的是液壓動力卡盤,裝夾時要依靠操作人員手動對薄壁齒輪進行調平,以保證薄壁齒輪安裝后的平行度,然而在實際生產中遇到(見圖 1)薄壁零件,在加工時三爪夾緊該薄壁齒輪的外圓后(見圖 2),卡爪夾緊力使得薄壁齒輪端面發生輕微變形,導致車削后薄壁齒輪平行度偏大。將液壓動力卡盤壓力調小后,平行度有所提高,但在加工過程中薄壁齒輪容易掉落,存在安全隱患。因此,本文通過實際加工一種零件為典型案例,從遇到問題,分析問題,解決問題為主線,以設計新型薄壁車工夾具為中心展開論證,為提升薄壁齒輪的加工質量提供理論支撐和實踐指導。
一、夾具設計內容及要求
通過設計新型薄壁車工夾具,車工加工后薄壁齒輪端面平形度小于 0.04 mm,滿足工藝要求,并且加工后端面平行度過程能力 CPK 值由原來的最高 0.97 變為 1.67 以上。新設計的夾具既能保證薄壁齒輪端面平行度,又能方便操作人員使用。
薄壁齒輪孔徑大、壁很薄、徑向剛度很弱,在加工過程中受切削力,切削熱及夾緊力等因素影響,極易變形,導致端面平行度,孔軸線與端面的垂直度以及內外圓之間的同軸度難以保證,本研究力求設計出滿足工藝要求、操作簡單、制造成本低的車用夾具。
二、夾具設計原則
針對車床工作時夾具和工件隨機床主軸一起高速旋轉,具有離心力和不平衡慣量,考慮到零件薄壁齒輪的加工特點,夾具設計應遵循以下原則:結構力求緊湊,簡單,質量盡可能輕;夾具與機床主軸聯結要安全可靠;調整簡單,操作方便,一次投入長期使用;避開了機床徑向夾緊力,利用端面壓緊方式;設計標準化,可在行業內普遍推廣。
此外夾具應具有足夠的剛性和穩定性,以抵抗切削力和熱應力,減少工件變形。應確保工件的定位精度,減少加工誤差。夾具制造成本低,方便制造。
車床夾具多為心軸類與卡盤類夾具,常以工件的內孔或外圓表面作為定位基準。因此,在這些夾具中,為確定工件基準孔或外圓的正確位置所采用的定位元件的尺寸及形位公差,必須標注這類夾具的主要技術條件:與工件配合的圓柱面(即定位表面)的軸線與工件軸線的同軸度;定位表面與其軸向配合部分的同軸度;夾具定位表面對夾具在機床上安裝定位基面的垂直度或平行度。
根據零件結構特點,設計心軸類夾具,心軸類夾具按其定位部分的結構形式分為剛性心軸和彈性心軸兩種。剛性心軸與工件定位基準孔之間保持一定的配合間隙,配合間隙愈小,定位精度愈高。彈性心軸和工件基準孔之間的配合間隙,靠定位部分的均勻漲開消除。本文介紹的車用心軸為鋼性心軸,用于熱處理之前精車工序,主要采用零件內容為基準,端面定位展開夾具設計。
三、夾具結構分析
一種薄壁齒輪車工夾具,以提高車工加工后薄壁齒輪的平行度。其結構見圖 3,包括心軸 1、壓墊 2 和螺母 3;心軸 1 包括用于被夾爪 102.1 夾持的夾持段、用于穿過薄壁齒輪內孔的定位段以及用于與壓墊 2 和螺母 3 連接的連接段;壓墊 2 的直徑與薄壁齒輪定位孔的內徑配合;螺母 3 螺紋連接在心軸 1 的連接段上,將壓墊 2 壓緊在薄壁齒輪定位孔內,實現定位,壓墊 2 與心軸 1 的定位段將薄壁齒輪 101 夾緊。上述薄壁齒輪車工夾具,還包括位于壓墊 2 和螺母 3 之間的墊片 4,以分散螺母 3 對壓墊 2 的壓力。心軸 1 與薄壁齒輪內孔間隙配合,心軸 1 由剛性材料制成。
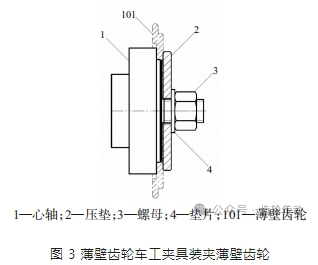
帶肩心軸一般采用球面螺母壓緊,但因球面螺母熱處理后有變形,擰緊螺母時工件會產生偏位,因此當工件端面對軸線的垂直度要求較高時,宜用平肩螺母。平肩螺母除由工藝保證其端面與螺紋垂直外,螺紋應是松動配合,以補償螺紋的歪斜。
四、夾具實施方式
精車第一序時采用寬邊三爪先夾持薄壁齒輪外圓將薄壁齒輪內孔車到圖紙要求,且用反車刀將左端面加工到圖紙要求尺寸,作為精車第二序時薄壁齒輪定位孔(見圖 4);精車第二序時將心軸 1 夾在三爪卡盤 102 上找正、夾緊,然后將薄壁齒輪 101 裝在心軸 1 上,裝好壓墊 2,用螺母 3 擰緊后(見圖 3),加工薄壁齒輪 101 兩端面(見圖 5),每次加工完只需松螺母 3 裝夾薄壁齒輪 101,心軸 1 固定在三爪卡盤 102 上不動。
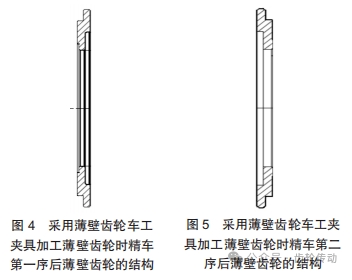
上述薄壁齒輪車工夾具利用三爪卡盤 102 的自定心功能特點,以內孔和端面定位方式設計車削夾具,由于薄壁齒輪 101 在精車加工過程內孔、端面和外圓一次裝夾、一次加工,可保證薄壁齒輪 101 內外圓的同軸度和端面的垂直度。
五、效果驗證
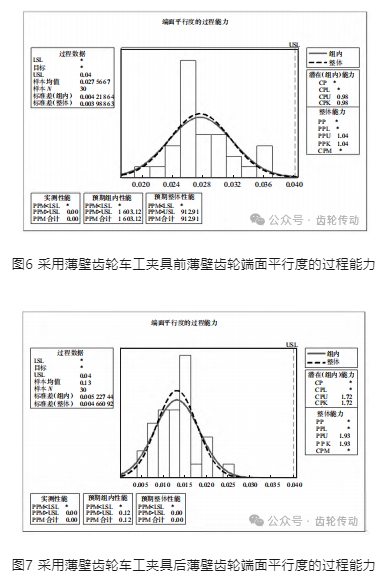
采用薄壁齒輪車工夾具后,薄壁齒輪端面平行度有效控制在工藝范圍,端面平行度過程能力 CPK 值 從 0.97 提升為 1.93,具體見圖 6 和圖 7,夾具調整簡單,操作方便,一次投入長期使用,避開了機床徑向夾緊力,利用端面壓緊方式,降低加工廢損,提高質量,設計標準化,可在行業內普遍推廣。
六、本實用新型夾具效果
1)使用本文夾具前平行度不穩定,有的超了上限0.04 mm,使用本文車用夾具后過程穩定,平行度小于等于 0.025 mm。
2)使用本文夾具前端面平行度過程能力 CPK 值不到 1,使用本文夾具后端面平行度過程能力 CPK 值在 1.67 以上。
3)使用本文夾具后,不僅降低了每月廢損,而且避免了薄壁齒輪因平行度超差造成的三包索賠,每月可節約 1 萬多元,并且保證質量,提高了信譽度。
4)該夾具設計可以推廣同類產品使用,解決類似薄壁齒輪車工加工難問題,擴大企業可生產產品類型。
七、結語
上述薄壁齒輪車工夾具在解決端面平行度差問題的同時,有效避免端面振紋產生,夾具設計結構緊湊,加工工藝性好,可靠性穩定,方便操作,一次投入長期使用,避開了機床徑向夾緊力,利用端面壓緊方式;降低加工廢損,提高質量,在保證質量的同時,可降低工件的加工成本,具有較好的經濟效益,設計標準化,可在行業內普遍推廣。
參考文獻略.