汽車(chē)傳動(dòng)系統(tǒng)中的齒輪必須具備幾個(gè)基本特性,其中包括工作載荷極限和噪聲特性。將齒輪設(shè)計(jì)得盡可能穩(wěn)定和輕便輕是一門(mén)學(xué)問(wèn)。
然而,齒輪(部分)必須能夠承受極端載荷循環(huán)。例如,以最大加速度起步。這可能會(huì)提高駕駛樂(lè)趣,但載荷卻對(duì)齒輪提出了挑戰(zhàn)。電動(dòng)傳動(dòng)系統(tǒng)可在零速時(shí)提供最大扭矩,進(jìn)一步提高了相關(guān)要求。
為什么要進(jìn)行拋光磨削?
關(guān)于工作載荷極限的大量研究表明,光滑表面具有更好的工作載荷極限。這適用于劃痕損壞、點(diǎn)蝕和磨砂。然而,拋光將會(huì)產(chǎn)生更高的生產(chǎn)成本。然后,我們必須確定這些額外成本是否能通過(guò)設(shè)計(jì)更小和更輕的齒輪來(lái)抵消。實(shí)際上,過(guò)去幾十年的經(jīng)驗(yàn)表明,汽車(chē)齒輪很少有經(jīng)過(guò)拋光處理。考慮到成本效益權(quán)衡問(wèn)題,僅在極少數(shù)情況下對(duì)齒輪進(jìn)行拋光處理。
到目前為止,電動(dòng)傳動(dòng)系統(tǒng)中的齒輪也是如此,但目前生產(chǎn)拋光齒面的力度明顯在加強(qiáng)。與傳統(tǒng)動(dòng)力汽車(chē)相比,能源變得更加稀缺,因此它對(duì)電動(dòng)汽車(chē)來(lái)說(shuō)更為珍貴。光滑的齒面有助于提高傳動(dòng)效率。
這里的重點(diǎn)不僅僅是齒面接觸的直接功率損失。經(jīng)過(guò)拋光的齒面還可以選擇使用粘度較低的齒輪油。降低粘度對(duì)傳動(dòng)系統(tǒng)中飛濺損失有積極影響。總而言之,可以降低功耗,從而延長(zhǎng)續(xù)航里程。相比之下,增加電池容量等替代措施成本相對(duì)較高,重量也較重。因此,在電動(dòng)汽車(chē)傳動(dòng)系統(tǒng)中拋光齒面更具吸引力。
展成磨齒機(jī)拋光磨削
由于電動(dòng)汽車(chē)對(duì)齒輪的精度要求極高,振動(dòng)磨削等工藝因無(wú)法加工出經(jīng)確定的幾何形狀而無(wú)法使用。但有一種合適的工藝需要使用特殊規(guī)格的砂輪進(jìn)行拋光磨削。這種砂輪通常由細(xì)小的磨粒和彈性較好的橡膠結(jié)合劑組成。
在展成磨削中,傳統(tǒng)的蝸桿砂輪可與拋光蝸桿砂輪組合成一個(gè)磨削工具。這樣做的主要優(yōu)點(diǎn)是可以在同一臺(tái)機(jī)床上一次性完成磨削和拋光工序,無(wú)需更換工具。這樣做的好處顯而易見(jiàn):減少了更換工件和對(duì)中等非生產(chǎn)時(shí)間。此外,還能更大限度地提高磨削齒輪的幾何精度。
拋光工具需要使用部分蝸桿砂輪寬度,因此傳統(tǒng)的粗加工區(qū)域?qū)挾染蜁?huì)減小。這就不可避免地減少了在修整周期內(nèi)可磨削工件的數(shù)量。較寬的蝸桿砂輪從根本上降低了磨削齒輪的單位成本,從而確保了加工過(guò)程的經(jīng)濟(jì)性。
磨削過(guò)程
在拋光磨削過(guò)程中,只能加工幾微米(μm)的極小加工余量。此外,由于橡膠粘合工具相對(duì)靈活,總是傾向于遵循現(xiàn)有部件的幾何形狀。因此,需要拋光前對(duì)部件進(jìn)行修正以達(dá)到所需的精度。
在下游拋光工藝中,需要兼顧粗加工和精加工的問(wèn)題。拋光意味著至少要增加一個(gè)磨削行程。根據(jù)部件的幾何形狀,也可以是兩個(gè)磨削行程。拋光磨削會(huì)延長(zhǎng)機(jī)床的磨削過(guò)程,從而直接影響部件的單位成本。
汽車(chē)齒輪的標(biāo)準(zhǔn)展成磨削過(guò)程包括兩個(gè)粗磨行程和一個(gè)精磨行程。在拋光磨削過(guò)程中,需要再進(jìn)行一次拋光處理。
切削速度保持不變,只是進(jìn)給速度要根據(jù)工藝進(jìn)行調(diào)整。粗加工時(shí),傾向于使用高軸向進(jìn)給量。精加工時(shí),傾向于使用低軸向進(jìn)給量。
在傳統(tǒng)磨削中,可達(dá)到的粗糙度值約為Ra = 0.4 μm或Rz = 1.5–2 μm。相比之下,拋光磨削可達(dá)到的數(shù)值要小得多。通常情況下,根據(jù)不同的應(yīng)用,可獲得低于Ra = 0.1 μm或Rz = 0.5 μm的表面光潔度。
部件示例:標(biāo)準(zhǔn)汽車(chē)齒輪
下面列出了標(biāo)準(zhǔn)汽車(chē)齒輪可以達(dá)到的質(zhì)量:齒數(shù)為80-85,模數(shù)為2.0mm-2.5mm,螺旋角為β= 約20°,表面要求為Ra ≤ 0.1 μm。齒輪需經(jīng)過(guò)拓?fù)淠ハ鳎@意味著扭曲偏差最好為零。由于需要進(jìn)行拓?fù)淠ハ鳎趻伖膺^(guò)程中還必須進(jìn)行連續(xù)移動(dòng)。這就要求蝸桿砂輪需要具有相對(duì)較寬的磨削區(qū)域。HOEFLER(霍夫勒)圓柱齒輪磨齒機(jī)上200mm寬的蝸桿砂輪對(duì)使用壽命有積極影響,并有助于減少頻繁修正的需求。
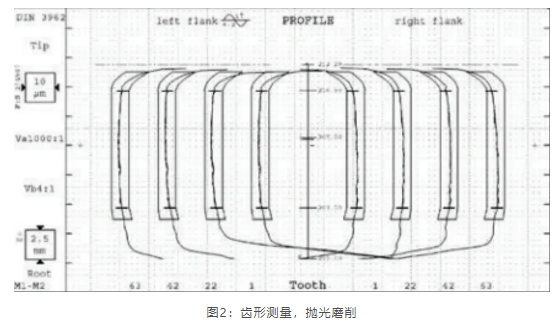
齒形測(cè)量結(jié)果顯示齒形非常平滑,幾何偏差非常小(圖 2)。應(yīng)注意的是,齒形和齒向測(cè)量中選擇了1:1000的放大倍率,即使是微小的偏差也清晰可見(jiàn)。測(cè)量表中的放大倍率通常為1:500。因此,幾何誤差不容易被發(fā)現(xiàn)。從圖中可以看出,齒形略微呈鼓形,但除了齒頂修緣外沒(méi)有其他修正。這將對(duì)齒輪的噪聲行為產(chǎn)生積極影響。
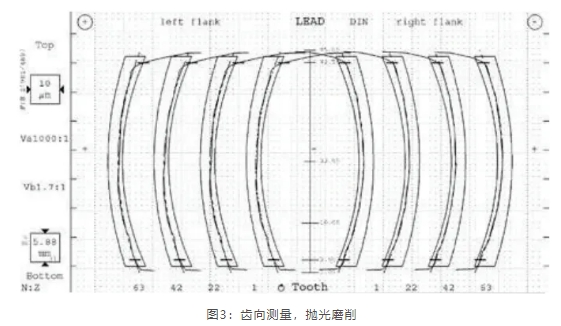
齒向測(cè)量結(jié)果顯示幾何誤差非常小(圖 3),這是由于部件表面非常光滑所致。同時(shí),我們還可以看到稍高的縱向凸起,用于補(bǔ)償與載荷有關(guān)的位移和傳動(dòng)系統(tǒng)殼體公差。齒輪沒(méi)有任何其他修形。
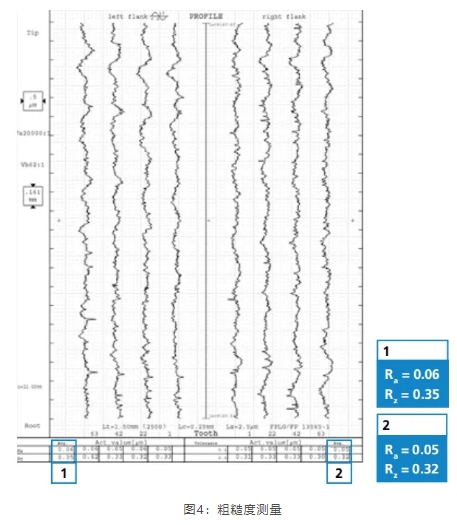
然而,粗糙度測(cè)量的結(jié)果還是非常有趣的。該圖(圖4)為KLINGELNBERG(克林貝格)精密測(cè)量中心的粗糙度測(cè)量圖。圖中顯示的是四個(gè)齒在拋光磨削后兩個(gè)齒面的粗糙度曲線。首先,我們可以看到所有四個(gè)齒和兩個(gè)齒面的表面質(zhì)量保持一致。根據(jù)所獲得的齒輪質(zhì)量,我們可以看到工藝的穩(wěn)定性和可重復(fù)性。其次,獲得的粗糙度值表明能夠可靠地滿足相關(guān)要求。
總結(jié)
拋光磨削在技術(shù)上比傳統(tǒng)展成磨削更具挑戰(zhàn)性。這主要有兩個(gè)原因:首先,用于粗加工和精加工的單個(gè)蝸桿砂輪區(qū)域變得更小。因此,充分利用使用壽命潛力對(duì)于實(shí)現(xiàn)經(jīng)濟(jì)高效的加工效果至關(guān)重要。其次,工件的輸入質(zhì)量對(duì)局部蝸桿砂輪磨損特別是刀具的幾何精度有很大的影響。
在傳統(tǒng)磨削中,我們可以加工兩至四個(gè)工件。在拋光磨削中,很容易占到使用壽命的三分之一。因此,在拋光磨削中,輸入質(zhì)量、加工余量分配和偏移值方面的工藝優(yōu)化顯得尤為重要。
在本示例中,根據(jù)輸入質(zhì)量和所要求的工件公差,可以提高六至十二個(gè)工件的使用壽命。與傳統(tǒng) 160 mm寬的蝸桿砂輪相比,Speed Viper 200mm寬的蝸桿砂輪在修整周期中的使用壽命提高了30%。