研究了圓柱線齒輪加工精度檢測(cè)方法。首先,根據(jù)線齒輪的嚙合特點(diǎn)與齒面構(gòu)建方法提出線齒輪加工精度檢測(cè)方法,并基于此方法研制了加工精度檢測(cè)臺(tái)。重點(diǎn)介紹了該檢測(cè)臺(tái)的工作原理、主要系統(tǒng)組成和關(guān)鍵結(jié)構(gòu)的設(shè)計(jì)。進(jìn)行了加工精度檢測(cè)試驗(yàn),對(duì)銑削加工的塑料線齒輪進(jìn)行檢測(cè),并簡(jiǎn)要分析加工誤差和產(chǎn)生加工誤差的原因。試驗(yàn)結(jié)果表明,該試驗(yàn)臺(tái)能夠?qū)崿F(xiàn)端面齒廓和接觸線的快速檢測(cè),為圓柱線齒輪的加工精度檢測(cè)提供相應(yīng)的方法和裝置。
線齒輪是一種基于空間共軛曲線的新型齒輪,與傳統(tǒng)齒輪相比具有無(wú)根切,設(shè)計(jì)靈活等特點(diǎn),經(jīng)過(guò)近幾年的研究,其相關(guān)理論與加工技術(shù)日趨完善。線齒輪的主要加工方法有靠模法、數(shù)控銑削、滾齒加工、激光微燒蝕、3D 打印、冷搓成型和注塑成型等。目前,線齒輪正在應(yīng)用到行星線齒輪減速器,空間多軸輸出線齒輪減速器等方面,為了保證線齒輪減速器的質(zhì)量,線齒輪生產(chǎn)過(guò)程對(duì)加工精度檢測(cè)提出了要求。前期研究對(duì)激光微燒蝕的錐形線齒輪使用通用超景深設(shè)備進(jìn)行了精度檢測(cè),但該檢測(cè)方法對(duì)圓柱線齒輪不適用。
齒輪檢測(cè)方法主要分為接觸式和非接觸式兩類(lèi)。目前,主要的非接觸式測(cè)量方法是通過(guò)三維掃描得到點(diǎn)云數(shù)據(jù)之后對(duì)點(diǎn)云數(shù)據(jù)進(jìn)行擬合,再將擬合模型與理論模型進(jìn)行對(duì)比,在對(duì)比過(guò)程中存在模型位置找正而產(chǎn)生的誤差,找正過(guò)程中耗費(fèi)時(shí)間長(zhǎng)。現(xiàn)有的齒輪測(cè)量中心是針對(duì)普通漸開(kāi)線齒輪開(kāi)發(fā),造價(jià)較高,還不適用于線齒輪的檢測(cè)。接觸式測(cè)量方法的通用設(shè)備是三坐標(biāo)測(cè)量?jī)x,檢測(cè)過(guò)程中需逐點(diǎn)測(cè)量,檢測(cè)效率低。為了提高檢測(cè)速度與減低成本,本文從線齒輪的嚙合特點(diǎn)與齒面構(gòu)建方法出發(fā),提出了線齒輪加工精度檢測(cè)方法,開(kāi)發(fā)了適用于圓柱線齒輪的加工精度檢測(cè)臺(tái),并進(jìn)行了檢測(cè)試驗(yàn)。
一、圓柱線齒輪加工精度檢測(cè)原理
圓柱線齒輪(為表述方便,以下全文簡(jiǎn)稱(chēng)線齒輪)為點(diǎn)接觸嚙合傳動(dòng),其接觸線方程為:

式中:m 為接觸線的螺旋半徑;n 為接觸線的螺距;t 為接觸線嚙合點(diǎn)參數(shù),ts 為嚙入點(diǎn)參數(shù) t 的取值,te 為嚙出點(diǎn)參數(shù) t 的取值。
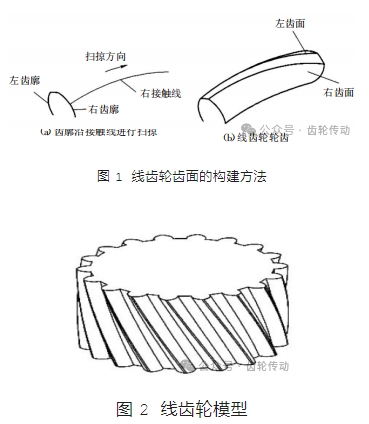
線齒輪的法向齒廓為圓弧齒廓,其方程為:
式中:σ 為線齒法向截圓參數(shù),r 為線齒半徑。如圖 1 所示,線齒輪齒面的構(gòu)建方法是法向齒廓沿著接觸線進(jìn)行掃掠得到整個(gè)齒面,將線齒輪輪齒進(jìn)行圓周陣列生成實(shí)體得到完整的線齒輪模型,如圖 2 所示。
基于以上線齒輪齒面的構(gòu)建方法,本文提出以接觸線和線齒輪齒廓為檢測(cè)項(xiàng)目來(lái)評(píng)估線齒輪加工精度的方法。線齒輪的齒廓主要分為端面齒廓與法向齒廓,而實(shí)際操作中難以實(shí)現(xiàn)對(duì)法向齒廓的檢測(cè),其齒廓加工誤差可以反映到端面齒廓上,所以本文采用檢測(cè)端面齒廓的方式。
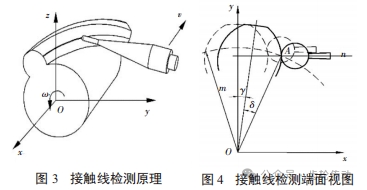
線齒輪接觸線檢測(cè)原理
線齒輪接觸線的檢測(cè)原理如圖 3 所示,齒輪繞齒輪中心旋轉(zhuǎn),測(cè)頭沿著齒寬方向運(yùn)動(dòng),可獲得線齒輪接觸線的加工誤差。這種檢測(cè)方法,測(cè)頭頂部圓球的直徑會(huì)引起檢測(cè)誤差,通過(guò)設(shè)置測(cè)頭與被測(cè)線齒輪在測(cè)試起點(diǎn)的相對(duì)初始位置,可以減小測(cè)頭引起的誤差。如圖 4 所示,輪齒的中線繞 O 點(diǎn)旋轉(zhuǎn) γ 角度,測(cè)頭與被測(cè)輪齒齒面在被測(cè)點(diǎn) A 的公法線 n 平行于 x 軸,公法線 n 也是測(cè)頭中線,直線 lOA 與輪齒中線夾角為 δ,m 為接觸線螺旋半徑,因此 A 點(diǎn)的坐標(biāo)為(msin(γ + δ),mcos(γ + δ))。
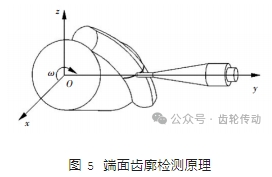
線齒輪端面齒廓檢測(cè)原理
圖 5 為端面齒廓檢測(cè)原理示意圖,齒輪繞齒輪中心旋轉(zhuǎn),檢測(cè)傳感器保持靜止,齒輪旋轉(zhuǎn)一周得到齒輪齒廓。
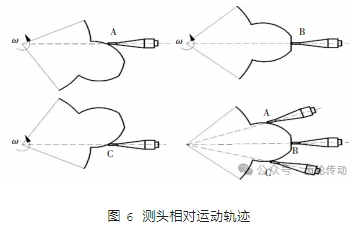
為了進(jìn)一步說(shuō)明檢測(cè)原理,將檢測(cè)過(guò)程拆分。如圖 6 所示,被測(cè)齒輪以角速度 ω 勻速轉(zhuǎn)動(dòng),被測(cè)齒輪與測(cè)頭的相對(duì)位置由 A 變化到 C,測(cè)頭始終指向被測(cè)齒輪中心。
同樣需要對(duì)其誤差進(jìn)行修正,以減小球形測(cè)頭所引起的誤差,如圖 7 所示,以齒輪中心為原點(diǎn),輪齒中線為 x 軸建立坐標(biāo)系 O-xy,r2 為測(cè)頭半徑,r1 為測(cè)頭起測(cè)半徑。
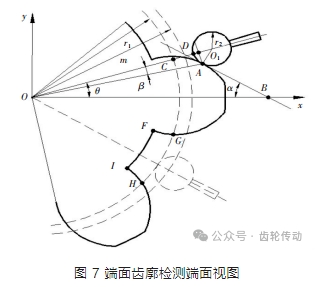
測(cè)頭與 x 軸的夾角為 θ,測(cè)頭所在位置方向 OO1 與被測(cè)點(diǎn) A 所在位置方向 OA 的夾角為 β,測(cè)頭測(cè)得的數(shù)據(jù) l測(cè)為 CD 的長(zhǎng)度加上 A 點(diǎn)在 OO1 方向上的加工誤差 ΔAOD,則|OO1|的長(zhǎng)度為:
齒廓在 A 點(diǎn)的切線 AB 與 x 軸夾角為 α,因此可得:
則 A 點(diǎn)可用極坐標(biāo)(lOA,θ-β)表示。
以內(nèi)的多邊形區(qū)域 FGHI(見(jiàn)圖 7)為未檢測(cè)區(qū)域,該區(qū)域也是非接觸區(qū)域,在不發(fā)生干涉的情況下該區(qū)域不會(huì)影響線齒輪傳動(dòng),故可以忽略。
從端面齒廓中可獲取齒高,齒厚等信息,齒高會(huì)影響兩齒輪之間的嚙合,甚至造成主動(dòng)輪與從動(dòng)輪發(fā)生干涉,齒厚影響齒輪傳動(dòng)平穩(wěn)性,誤差過(guò)大會(huì)導(dǎo)致齒輪在頻繁變換轉(zhuǎn)向時(shí)產(chǎn)生較大沖擊。
二、線齒輪加工精度檢測(cè)臺(tái)
檢測(cè)臺(tái)工作原理
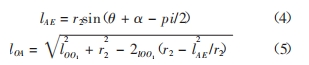
根據(jù)以上檢測(cè)原理開(kāi)發(fā)了檢測(cè)臺(tái),其工作原理如圖 8 所示,被測(cè)線齒輪安裝在 A 軸上,檢測(cè)臺(tái)有 X、Y、Z 軸三個(gè)移動(dòng)自由度,在 X 軸和 Y 軸上分別裝有光柵尺,行程 100 mm,分辨率 1 μm,采集 X 軸和 Y 軸的位移信息;在 Z 軸上安裝有高精度位移式傳感器,分辨率達(dá) 1 μm,其輸出差分信號(hào),用于采集齒輪的齒面信息。在 Z 軸上還設(shè)置有千分刻度尺,用于 Z 軸的精確定位。轉(zhuǎn)動(dòng)軸 A 軸由與之相連的伺服電機(jī)驅(qū)動(dòng),其位置信息通過(guò)伺服電機(jī)中的內(nèi)部編碼器進(jìn)行采集。上位機(jī)將采集的數(shù)據(jù)進(jìn)行處理,轉(zhuǎn)換為 A 軸的旋轉(zhuǎn)角度,該角度即為被測(cè)齒輪的旋轉(zhuǎn)角度。
檢測(cè)臺(tái)機(jī)械系統(tǒng)設(shè)計(jì)
檢測(cè)臺(tái)整機(jī)結(jié)構(gòu):檢測(cè)臺(tái)的整機(jī)設(shè)計(jì)要保證一定的剛度和柔性。電機(jī)轉(zhuǎn)動(dòng)會(huì)產(chǎn)生振動(dòng),良好的支撐鋼架和固定裝置可以減小振動(dòng)產(chǎn)生的影響和抵抗受力變形。檢測(cè)臺(tái)使用柔性較好的伺服電機(jī),啟停平穩(wěn)保證較高的運(yùn)動(dòng)精度;并且設(shè)計(jì)了相應(yīng)的柔性機(jī)構(gòu),在發(fā)生干涉或產(chǎn)生沖擊時(shí)能起到自我保護(hù)作用,提高檢測(cè)精度與整機(jī)使用壽命。
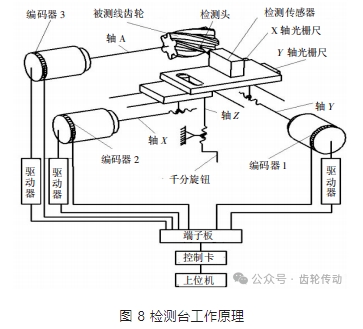
線齒輪加工精度檢測(cè)臺(tái)的結(jié)構(gòu)如圖 9 所示,采用三坐標(biāo)布置形式,結(jié)構(gòu)簡(jiǎn)單,便于操作,主要包括:檢測(cè)傳感器、XY 移動(dòng)臺(tái)、伺服電機(jī)、Z 軸升降臺(tái)、光柵尺、工作平臺(tái)、微調(diào)裝置、齒輪夾持裝置。光柵尺 1 和 光柵尺 2 分別設(shè)置在 XY 方向上,精準(zhǔn)獲取檢測(cè)傳感器的位置,實(shí)時(shí)采集位置信息。底座工作平臺(tái)采用大理石,具有不易變形,硬度高,耐磨性好等優(yōu)點(diǎn)。
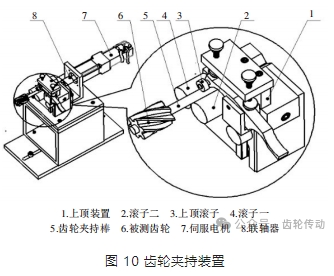
齒輪夾持裝置:夾持裝置是檢測(cè)臺(tái)重要的組成部分,采用三端夾緊可調(diào)節(jié)形式,方便線齒輪的快速裝夾,以適應(yīng)不同參數(shù)線齒輪的檢測(cè)。圖 10 所示滾子一、滾子二與上頂滾子夾住齒輪夾持棒,被測(cè)線齒輪裝夾在齒輪夾持棒上,滾子由伺服電機(jī)驅(qū)動(dòng),滾子與齒輪夾持棒之間的傳動(dòng)通過(guò)摩擦力實(shí)現(xiàn),該夾持的優(yōu)點(diǎn)是具有自保護(hù)功能,在不發(fā)生相對(duì)滑動(dòng)的情況下可以進(jìn)行齒輪檢測(cè),當(dāng)檢測(cè)傳感器與被測(cè)齒輪發(fā)生意外干涉,齒輪夾持棒與兩滾子之間發(fā)生相對(duì)滑動(dòng),可以保護(hù)伺服電機(jī)和檢測(cè)傳感器不受損壞,提高檢測(cè)臺(tái)的使用容錯(cuò)率,符合柔性設(shè)計(jì)。
檢測(cè)臺(tái)控制系統(tǒng)
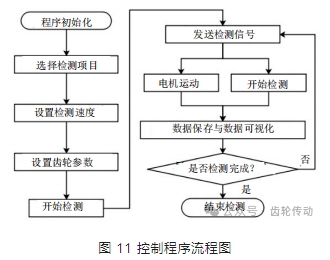
檢測(cè)臺(tái)的控制系統(tǒng)主要包括上位機(jī),控制卡和控制器。上位機(jī)將檢測(cè)命令發(fā)送到控制卡,控制卡將信號(hào)發(fā)送給電機(jī)驅(qū)動(dòng)器,由驅(qū)動(dòng)器帶動(dòng)伺服電機(jī)轉(zhuǎn)動(dòng),實(shí)現(xiàn)檢測(cè)的運(yùn)動(dòng)控制。控制卡集成了數(shù)據(jù)采集模塊,上位機(jī)讀取控制卡所采集的點(diǎn)云數(shù)據(jù)并保存在到本地磁盤(pán)。所有數(shù)據(jù)同步采集,采集信號(hào)由上位機(jī)發(fā)出。控制程序在上位機(jī)中運(yùn)行,使用坐標(biāo)插補(bǔ)的形式控制檢測(cè)傳感器與被測(cè)線齒輪的相對(duì)位置。控制程序流程圖如圖 11 所示。程序采用 C++編寫(xiě)。
三、檢測(cè)試驗(yàn)與結(jié)果分析
檢測(cè)試驗(yàn)
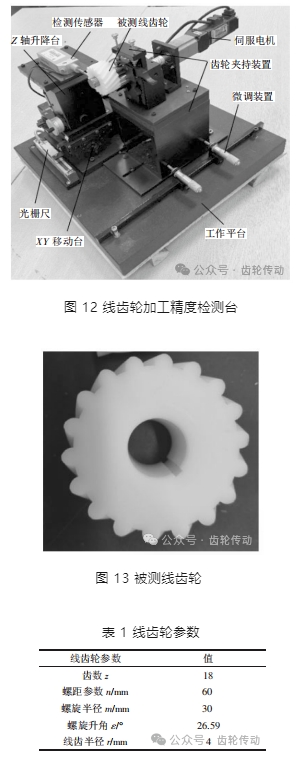
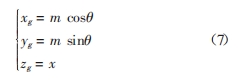
基于以上設(shè)計(jì)制造的線齒輪加工精度檢測(cè)臺(tái)如圖 12 所示,使用專(zhuān)用數(shù)控銑床加工的線齒輪進(jìn)行檢測(cè)實(shí)驗(yàn),如圖 13 所示,其材料為聚甲醛,線齒輪參數(shù)如表 1 所示。
開(kāi)始檢測(cè)前需要對(duì)檢測(cè)臺(tái)進(jìn)行校準(zhǔn),主要調(diào)節(jié)齒輪夾持棒與 x 軸導(dǎo)軌的平行度,采用微調(diào)裝置進(jìn)行微調(diào),校準(zhǔn)后測(cè)量得到齒輪夾持棒與 x 軸導(dǎo)軌的平行度誤差為±1 μm。齒輪夾持棒旋轉(zhuǎn)時(shí)的徑向跳動(dòng)也會(huì)影響檢測(cè)精度,通過(guò)測(cè)量得到齒輪夾持棒的徑向跳動(dòng)為±1.5 μm。
伺服電機(jī)控制模式選用位置與脈沖形式,在采集數(shù)據(jù)時(shí),既要采集足量的數(shù)據(jù)點(diǎn),也要盡量減少檢測(cè)時(shí)間,這樣才能保證檢測(cè)精度和節(jié)約時(shí)間成本。本文實(shí)驗(yàn)采用的檢測(cè)速度為 0.02 mm/s,可根據(jù)需求修改檢測(cè)速度。伺服電機(jī)編碼器的分辨率為 24 bit,所以伺服驅(qū)動(dòng)器中電子齒輪比設(shè)置為(16777216/ 5000),選取多個(gè)齒與多個(gè)端截面分別進(jìn)行檢測(cè),采集的數(shù)據(jù)點(diǎn)以(θ,Δm,x)的形式存儲(chǔ),其中 θ 為齒輪轉(zhuǎn)過(guò)的角度,Δm 為加工誤差,x 為檢測(cè)傳感器 x 軸的坐標(biāo)值。
結(jié)果與分析
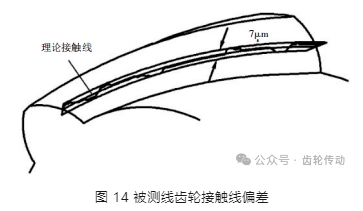
使用 MATLAB 對(duì)測(cè)得的數(shù)據(jù)進(jìn)行擬合,得出接觸線加工誤差為 7 μm。為了更方便地表示誤差,將(θ,Δm,x)形式存儲(chǔ)的數(shù)據(jù)點(diǎn)用 xyz 空間坐標(biāo)系表示,轉(zhuǎn)換公式如下:
式中:m = Δm + y0,y0 為檢測(cè)傳感器軸坐標(biāo)值。
轉(zhuǎn)換得到(xg,yg,zg)坐標(biāo)集合,使用 ScanTo 3D 插件將坐標(biāo)集合導(dǎo)入 Solidworks,并參照線齒輪的理論模型,采用 Solidworks 內(nèi)置的測(cè)量工具,直接測(cè)出加工誤差。導(dǎo)出的 CAD 圖如圖 14 所示。
由于檢測(cè)傳感器的局限性,齒根附近區(qū)域無(wú)法檢測(cè),但由于線齒輪傳動(dòng)過(guò)程中該區(qū)域不參與嚙合,可以忽略這部分的檢測(cè)。將檢測(cè)數(shù)據(jù)點(diǎn)通過(guò) MAT- LAB 計(jì)算或者導(dǎo)入 CAD 軟件后使用 CAD 測(cè)量工具進(jìn)行測(cè)量,可得到接觸線所在位置的齒厚誤差為 17 μm。由圖 15 可知,接觸線加工誤差 Δ < 9 μm,齒高加工誤差為 19 μm。
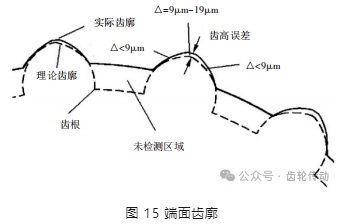
以上結(jié)果表明,被測(cè)線齒輪接觸線區(qū)域的加工精度較好,齒廓的整體加工精度較差。造成以上加工誤差的主要原因有齒胚加工誤差,齒坯裝夾誤差和刀具廓形加工誤差,更重要的原因是數(shù)控銑削加工塑料齒輪的切削力對(duì)塑料的彈、塑性影響等。
在加工線齒輪的時(shí)候,需要保證接觸線加工精度的同時(shí),也需要保證齒根區(qū)域與齒頂區(qū)域在嚙合過(guò)程中不發(fā)生干涉,齒廓非接觸線區(qū)域的加工精度對(duì)線齒輪的傳動(dòng)精度沒(méi)有影響。
總之,線齒輪為兩條空間共軛曲線的嚙合傳動(dòng),本文根據(jù)線齒輪的嚙合特點(diǎn)與線齒輪齒面構(gòu)建方法,提出簡(jiǎn)化的線齒輪加工精度檢測(cè)方法,本文開(kāi)發(fā)的線齒輪加工精度檢測(cè)臺(tái)操作簡(jiǎn)單,主要檢測(cè)線齒輪齒廓和接觸線的加工誤差。檢測(cè)實(shí)驗(yàn)結(jié)果證明了其適用性。
四、結(jié)論
本文提出了圓柱線齒輪的加工精度檢測(cè)方法,并開(kāi)發(fā)了圓柱線齒輪加工精度檢測(cè)臺(tái),得到以下結(jié)論:
(1)該檢測(cè)臺(tái)通過(guò)檢測(cè)線齒輪的端面齒廓與接觸線的加工誤差即可判斷線齒輪的加工精度,減少了檢測(cè)時(shí)間,提高了檢測(cè)效率。
(2)本文工作為線齒輪的產(chǎn)業(yè)化提供了加工精度檢測(cè)的相關(guān)理論依據(jù)與方法,但對(duì)于線齒輪加工精度等級(jí)的確定方法等,還有待進(jìn)一步研究。
參考文獻(xiàn)略.