一、引言
MBD(Model Based Definition,基于模型定義)技術是用一個集成的三維實體模型來完整表達產品定義信息的方法,在三維實體模型中包括產品尺寸、公差等制造信息的定義和表達。基于 MBD 的數字化裝配技術利用建立零部件三維實體模型,通過模擬裝配工藝順序及裝配過程中的運動、力學及動態性能,對實際裝配過程進行真實反映,從而提高產品設計質量,縮短研制周期。
基于 MBD 的數字化裝配技術由于其成本低、效率高、精度高及自動化程度高等先進性與特點,受到許多國家的普遍關注與重視,已經投入了大量人力、物力開展相關研究,取得了豐碩的研究成果,并已在航空航天等重要領域取得了應用。我國對于基于 MBD 的數字化裝配的研究開展較晚,但發展迅速,對數字化的相關技術,如數據庫技術、CAD/CAM 技術、網絡技術、實時仿真技術及分布式交互仿真技術等已經有了一定的基礎,虛擬現實、并行工程技術也開展了大量研究。
本文是在已有工藝知識庫與傳統裝配工作的基礎上,針對傳動系統,開展基于 MBD 的主減速器裝調技術研究,解決目前傳動系統裝配過程中的錯誤率高、精度差、效率低和設計與制造周期長的問題,提高工作性能,對高性能的生產與研制具有重要意義。
二、主減速器簡介
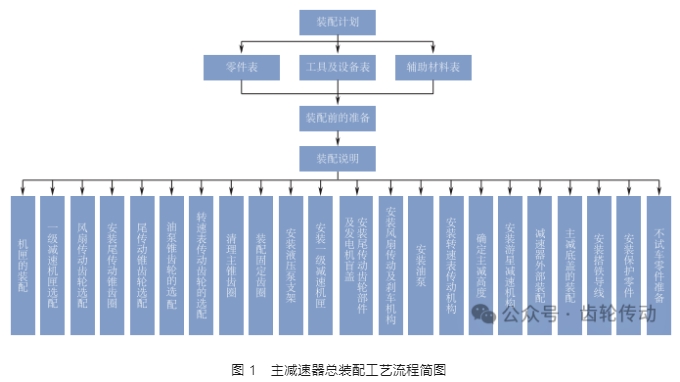
傳動系統構件復雜、組件繁多,目前主要依靠繁雜的紙質工藝規程,并必須由經驗豐富的工藝人員、現場裝配人員完成,工作勞動量大,裝配過程中漏裝、錯裝時有發生,裝配效率低、精度差,難以滿足現代傳動系統的高性能使用要求。并且產品更新換代速度快,已由過去十幾年的單一品種發展到同一型號的系列機型,一個型號可能在幾年內衍生出若干個改進型或發展型,在更新換代與新機型的研制過程中,有很多類似的問題會多次出現。另一方面,傳動系統的設計、加工制造與裝配是一個循環往復的過程,在進行裝配時會發現與設計所要達到的目標有偏差,需要根據設計經驗與已有數據重新對傳動系統的設計參數與加工精度進行調整,在耗費大量人力物力資源的同時,增加了生產成本,延長了生產周期,裝配精度無法得到根本保證。主減速器總裝配工藝流程簡圖如圖 1 所示。
現有數字化裝配技術與傳動系統的數字化裝配有很多差異,在結構工況、工藝知識、軟件系統及數據庫結構等方面存有異同之處。首先需要對已有的數字化裝配的相關技術進行歸納總結與深入分析;再從傳動系統與已有技術背景在結構、工藝上的異同分析入手,以現有的數字化裝配技術為基礎,結合功能需求、工藝分析、仿真模擬等方法,提取傳動系統與現有數字化裝配的共性技術;對于現有技術不適用的情況,進行針對傳動系統的專門研究。
三、主減速器的 MBD 適用性研究
MBD 技術是一種面向計算機應用,將產品的所有相關設計定義、工藝描述、屬性和管理等信息都附著在產品三維模型中的先進的數字化定義方法。在 MBD 定義的過程中融入了基本的規范標準、知識工程和協同過程,將各種抽象、分散的知識更加形象和集中,最終形成能夠完整表示產品相關信息的 MBD 數據集,是生產制造過程中的唯一依據,改變了傳統以二維工程圖紙為主,而以三維實體模型為輔的制造方法。
將 MBD 技術引入產品設計研發中的意義:
1)MBD 數據集集成了完整的產品定義信息,使研制過程的各個環節(設計、制造、檢驗和維護等)實現高度的集成;
2)改變了傳統的工程信息授權方式,MBD 數據集是所有研制環節的單一數據源,降低了數據的維護難度;
3)MBD 數據集以其直觀的表現形式展示了設計意圖,降低了因理解偏差而導致出錯的可能性;
4)MBD 數據集節約了數據存儲空間與時間。部分零件可以直接進入制造環節,成倍地減少了 NC 編程時間;
5)MBD 技術極大地推動了 CAD、產品數據管理、并行工程、協同技術和知識工程等技術的深入應用。
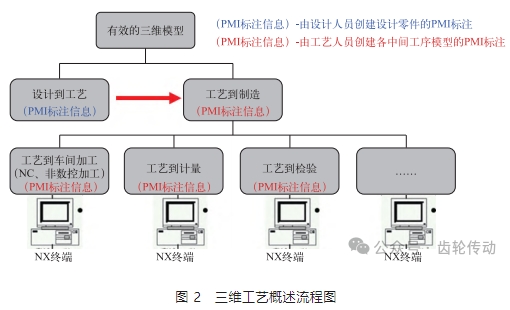
由于目前主減速器裝配主要依靠繁雜的紙質工藝規程,以手動裝配為主,本研究課題可以利用 MBD 技術建立集成完整的主減速器產品裝配相關工藝定義信息的三維模型,集成的三維模型包含幾何模型、標注、屬性, 完整地定義了產品的裝配信息。三維工藝概述流程圖如圖 2 所示。
因此,為了適應未來產品的裝配需求及提高主減速器產品相應的裝配質量,需要基于 MBD 的數字化裝配技術進而來完善主減速器裝配過程。將 MBD 技術引入到研制流程中后,裝配人員只需要從 MBD 數學建模中即可獲取相關工藝信息,進而減少了產品裝配過程對其他信息系統的過度依賴。通過研究該技術,可以較好地為主減速器型號研制帶來便利。
四、主減速器數字化模型的建立
分析了主減速器傳動系統建模工藝方法,根據主減速器傳動系統制造工藝需求及其結構特點,建立基于 MBD 的可表達各種工藝信息的工藝模型。結合主減傳動系統零部件設計、加工及裝配等制造工藝信息,明確了適用于主減傳動系統通用零部件及特殊零部件 MBD 方法及規范,并將產品工藝信息融入在零部件的三維工藝模型中,使主減速器 MBD 成為制造依據。
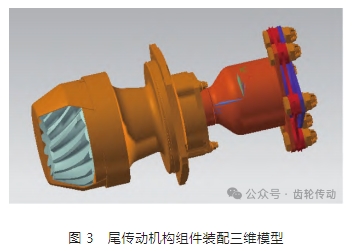
本項目選擇 UG 建立主減速器各零部件三維裝配模型,并利用 UG 中的 PMI 模塊實現主減速器裝配模型的標注,通過進入 PMI 環境 - PMI 的視圖創建方法 - 創建新的視圖 - 剖視圖的創建 - 尺寸標注 - 注釋的標注 - 標注預設置 - PMI 標注的管理 - 附加說明文字的流程實現標注。完成了各主要零部件三維模型的建立、裝配及標注,尾傳動機構組件裝配三維模型如圖 3 所示。
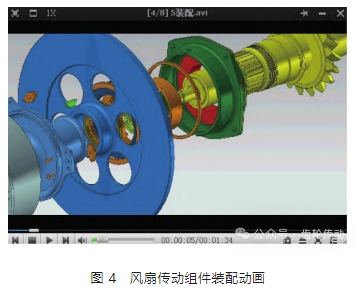
利用 UG 建模仿真軟件,建立傳動系統裝配過程模型,分析裝配過程有無運動干涉,確定各個零部件的裝配順序,對裝配過程與順序進行模擬仿真,并錄制裝配動畫,指導現場裝配過程,如圖 4 所示。
五、數字化裝調應力可控配合技術
本文先采用有限元軟件 ANSYS,基于螺旋錐齒輪齒面方程建立三齒結構實體模型,再將 LTCA 算得的加載接觸點位置和載荷轉換到實體模型上,對小齒輪和大齒輪分別計算一個嚙合周期內隨瞬時接觸點位置變化的齒根彎曲應力。這種方法不必進行有限元接觸計算,簡化了分析過程,減小了計算規模,十分適合工程化計算和參數化實現。
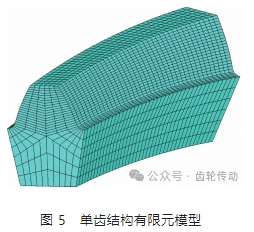
由齒面方程算得的凹面、凸面離散點云,采用“點 - 線 - 面 - 體”的方法形成帶輪轂的單齒實體。單齒結構有限元模型如圖 5 所示,建立輔助分割面將實體劃分為 6 個六面體,以實現六面體單元的結構化網格劃分。對于單齒模型,在齒高方向劃分 20 層單元,在齒根過渡部分劃分 5 層單元,在齒寬方向劃分 60 層單元,在齒厚方向劃分 6 層單元。采用適合曲面模型的 20 節點六面體實體單元 SOLID95,最終形成的單齒有限元模型共有 9 580 個節點,5 400 個單元。對于不同齒形,調整網格層數使齒高和齒寬方向的節點密度盡量一致。
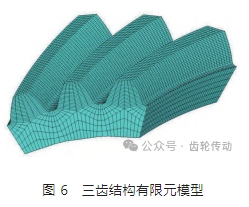
對于齒根彎曲應力的靜態分析,已有研究證明取三齒模型是比較合適的方法。在 ANSYS 軟件中基于循環對稱結構的特點,對建立的螺旋錐齒輪單齒實體模型進行結構擴展。將單齒模型轉換到柱坐標系下,使單齒模型分別繞其旋轉軸進行旋轉復制單元,然后合并相同位置的結點,三齒實體有限元模型如圖 6 所示。
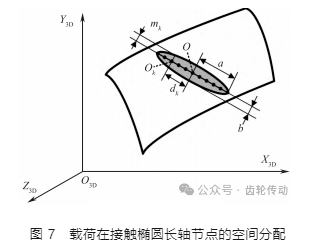
螺旋錐齒輪的瞬時接觸橢圓比往往很大,若要在接觸橢圓短軸上獲得足夠多的有限元節點,所需的單元數量將十分龐大。因此本文采用接觸橢圓長軸線加載的方法。將 LTCA 算得的瞬時接觸點和橢圓長短軸轉換到實體模型所在的三維坐標系下。根據齒面上的網格劃分密度,基于橢圓分布將每個瞬時接觸點的摩擦熱載荷分配到瞬時接觸橢圓長軸上的 K 個節點上,載荷在接觸橢圓長軸節點的空間分配如圖 7 所示。
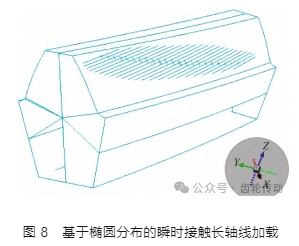
對一個嚙合周期內的每一個瞬時接觸點,先寫出大齒輪軸截面二維坐標系下的橢圓長軸方程,再經過坐標變換,得到實體模型三維坐標系下的接觸點坐標和橢圓長軸方程,基于橢圓分布進行每一接觸點載荷的節點分配和線加載。基于橢圓分布的瞬時接觸長軸線加載如圖 8 所示。最后在輪轂底面和側面施加固定約束邊界條件,完成螺旋錐齒輪齒根應力分析的前處理過程。
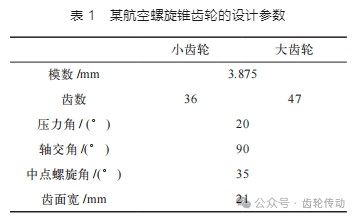
以某航空螺旋錐齒輪為分析對象,其基本設計參數見表 1。
計算工況下小齒輪轉速為 19 706r/min,扭矩為 401.4N·m。結合齒輪軸幾何尺寸和安裝支承形式,采用螺旋錐齒輪 LTCA 程序算得小齒輪凸面 - 大齒輪凹面在該工況下的加載接觸區、運動誤差和載荷分配曲線如圖 9 所示。
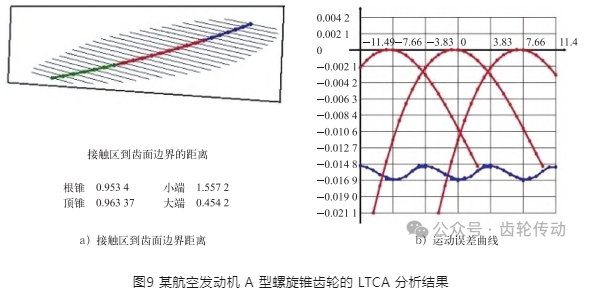
注:圖8a中紅線表示正常口齒合區域,綠線表示將安裝距向小端調整,藍線表示將安裝距向大端調整;圖8b紅線表示幾何傳動誤差,藍線表示承載傳動誤差。
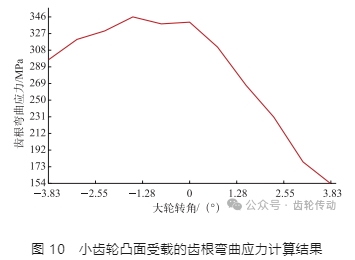
螺旋錐齒輪材料為特級高合金結構熱強鋼,常溫下其彈性模量為 2.1×1011MPa,泊松比為 0.4,密度為 7 850kg/m3。凸面受載小齒輪的齒根彎曲應力計算結果如圖 10 所示。由一個嚙合周期內最大齒根彎曲應力所在瞬時載荷步的應力分布可以看出,此時兩對輪齒同時承擔載荷,中間齒的受拉側齒根和受壓側齒根都形成了橢圓形的彎曲應力集中區域,而另一個參與嚙合輪齒上的齒根彎曲應力集中不明顯,且應力值較中間齒小的多。峰值齒根彎曲應力 346MPa 位于中間齒受壓側齒根應力集中橢圓的中心,且齒根彎曲應力隨著遠離應力橢圓中心而迅速減小。
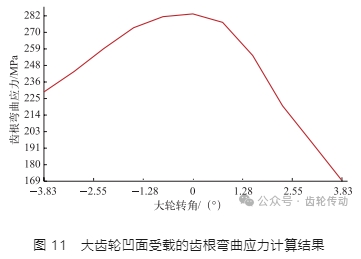
凹面受載大齒輪的齒根彎曲應力計算結果如圖 11 所示。由一個嚙合周期內最大齒根彎曲應力所在瞬時載荷步的應力分布可以看出,此時三對輪齒同時承擔載荷,中間齒的受拉側齒根和受壓側齒根都形成了橢圓形的彎曲應力集中區域,而另兩個參與嚙合輪齒上的齒根彎曲應力集中不明顯,且應力值較中間齒小的多。峰值齒根彎曲應力 282MPa 位于中間齒受拉側齒根應力集中橢圓的中心。
在建立了基于 MBD 的裝配模型的基礎上,檢查設計上存在的裝配干涉,并對零部件的裝配順序、裝配路徑和工裝夾具的使用進行驗證;研究了主減關鍵零部件加工應力狀況;對傳動系統配合應力狀態進行計算,研究裝配過盈量、配合間隙等對裝配單元性能的影響,確定合理配合方式。及時發現傳動系統設計、工藝和工裝設 計存在的缺陷,優化裝配工藝,保證裝配質量。
六、結束語
本文主要研究了基于 MBD 的數字化裝配、調整技術,多是從理論和仿真的角度出發,在實際的型號工作上還需要深入推進,利用研究得到的數字化裝配工藝方法與軟件,實現典型結構的傳動系統的數字化裝配,驗證傳動系統數字化裝配技術的正確性與可操作性,以及裝配精度、效率等結果,制定傳動系統數字化裝配規程,實現研究成果在某型號上的工程化應用。
參考文獻略.