齒輪是一種廣泛應(yīng)用于機械傳動領(lǐng)域的核心元件,其性能和質(zhì)量對整個機械系統(tǒng)的運行有著重要影響。為了進(jìn)一步提高齒輪的性能和質(zhì)量,必須進(jìn)一步加強對高效精密磨削加工技術(shù)和表面控制技術(shù)的研究,持續(xù)推動行業(yè)發(fā)展。
一、齒輪磨削加工技術(shù)概述
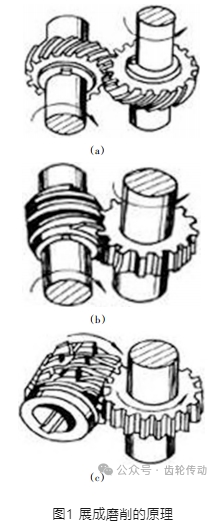
在現(xiàn)階段齒輪磨削加工中,依據(jù)砂輪和相對齒輪的運動軌跡,可以分為展成磨削和成形磨削兩類加工方法。其中,展成磨削(Generating Grinding)是其原理是利用砂輪和齒輪的嚙合運動,將砂輪的切削刃與齒輪的齒形相接觸,從而切削出齒輪的齒形,如圖1所示。由于該方法屬于嚙合運動,砂輪的切削刃可以精確地按照齒輪的齒形軌跡進(jìn)行切削,并且砂輪的切削刃與齒輪的齒形相接觸,能夠有效地去除材料,所以具有較高的加工精度和加工效率,可以適用于各種類型的齒輪,包括直齒、斜齒、弧齒等,適用范圍較廣。
成形磨削(Form Grinding)則利用砂輪的形狀與齒輪的齒形相匹配,通過砂輪的切削作用,砂輪與齒輪進(jìn)行相對運動,從而切削出齒輪的齒形。成形法的常用加工方法包括銑齒、成形插齒、拉齒、成形磨齒,其中最為常用的是銑齒。該類砂輪的形狀是預(yù)設(shè)的,所以在砂輪設(shè)計時相對簡單,并且砂輪的形狀和齒輪的齒形互相匹配,也具備較高的切削效率。但是加工精度較低,并且無法適用于各種類型的齒輪。所以在齒輪加工方法的選擇時,需要根據(jù)具體的加工需求和條件進(jìn)行綜合考慮。
二、齒輪高效精密磨削加工技術(shù)
硬齒輪加工技術(shù)
硬齒面加工技術(shù)是一種針對齒輪加工要求較高的齒輪的加工技術(shù)。通常是指在第一次熱處理之后得到的齒面硬度較大的齒輪,即硬度值超過45HRC且精度等級要求高的齒輪。這種技術(shù)在滾齒、剃齒、磨齒和珩齒等精加工工序中得到廣泛應(yīng)用。在硬齒面加工技術(shù)中,采用了一種新型的涂覆了防護(hù)涂層的滾齒刀具,這種刀具能夠減小刀具的磨損和更換,降低加工成本。同時,在磨齒的工藝中選用了性能良好的CBN砂輪作為磨具,這種砂輪具有高強度、高硬度、高耐磨性等優(yōu)點,能夠有效提升齒輪表面的精度。當(dāng)下常用的CBN砂輪有以下 4種:
①電鍍 CBN 砂輪。電鍍 CBN 砂輪可以用于珩磨和精磨齒輪,提高齒輪的精度和表面質(zhì)量。由于電鍍工藝能夠控制砂輪的硬度和磨粒大小,所以電鍍CBN砂輪在精密磨削加工中具有一定的優(yōu)勢,適用于大批量生產(chǎn);
②燒結(jié) CBN 砂輪。燒結(jié) CBN 砂輪在齒輪磨削加工中主要用于高精度、高硬度的加工場合。例如,在高速齒輪磨削加工中,燒結(jié) CBN 砂輪具有高強度和硬度,能夠提高磨削效率和加工精度。同時,燒結(jié)工藝能夠?qū)崿F(xiàn)大規(guī)模生產(chǎn),所以在批量較大的情況下,燒結(jié) CBN 砂輪的經(jīng)濟(jì)效益較為顯著;
③樹脂CBN砂輪。樹脂CBN砂輪在齒輪磨削加工中適用于各種復(fù)雜形狀的加工,如曲線齒、斜齒等。由于樹脂結(jié)合劑具有較好的韌性和抗沖擊性,能夠適應(yīng)各種復(fù)雜形狀的加工,所以在一些特殊形狀的齒輪磨削中,樹脂CBN砂輪具有較好的應(yīng)用效果;
④陶瓷結(jié)合劑CBN砂輪。該類砂輪具有高硬度和耐磨性,適用于高精度、高硬度的加工場合。同時,陶瓷結(jié)合劑具有較好的化學(xué)穩(wěn)定性和耐熱性,能夠適應(yīng)各種復(fù)雜形狀的加工。例如,在一些高速齒輪磨削加工中,陶瓷結(jié)合劑CBN砂輪具有較好的應(yīng)用效果。實踐發(fā)現(xiàn),基于硬齒面加工技術(shù)的滾齒齒輪精度能夠維持在 IT5 水平,利用超硬刀具來開展剃齒加工,齒輪精度增加了兩級,加工效率也得到了將近10倍的提升。
強力珩齒技術(shù)
強力珩齒技術(shù)是一種先進(jìn)的齒輪精加工技術(shù),其原理是利用齒輪形珩磨輪與被珩齒輪做嚙合運動,相當(dāng)于一對交錯軸斜齒輪傳動,利用其齒面間的相對滑動速度和壓力來進(jìn)行珩磨的一種齒面精加工方法。在具體實踐中,強力珩齒加工的切削力均勻,加工精度高且穩(wěn)定。由于強力珩齒技術(shù)采用內(nèi)嚙合方式,重合度大,參與切削的齒數(shù)多,切削力波動小,不易產(chǎn)生類似于剃齒加工中凹的缺陷,具有強制修正被珩齒輪誤差的作用。與此同時,強力珩齒技術(shù)依靠珩磨砂輪與齒面的相對滑動去除材料,切削力小,切削速度低,不會在齒面切削接觸區(qū)產(chǎn)生熱效應(yīng),避免了齒面燒傷。此外,強力珩齒技術(shù)可以減少加工工序,縮短加工時間,提高生產(chǎn)效率。強力珩齒技術(shù)適用于各種類型的齒輪加工,特別是對一些難以進(jìn)行蝸桿砂輪磨齒加工或使用蝸桿砂輪磨齒加工經(jīng)濟(jì)性較差的齒輪,如內(nèi)齒輪、小模數(shù)齒輪等。在汽車、航空航天、能源等領(lǐng)域都有廣泛的應(yīng)用。實踐研究發(fā)現(xiàn),強力珩齒加工技術(shù)在熱處理變形及微缺陷修等方面都具備非常好的應(yīng)用效果,修正量在 0.05mm以上,同時表面粗糙度也能夠控制在 Ra0.2μm,加工精度和效率都非常高。
齒輪多能場復(fù)合制造技術(shù)
隨著科學(xué)技術(shù)的發(fā)展 ,齒輪加工正在向高層次和深層次進(jìn)行發(fā)展。齒輪成型制造中除了使用傳統(tǒng)機械加工工藝外,它結(jié)合了多種物理場的作用,包括機械能、熱能、電磁能等,以實現(xiàn)齒輪的高效、高精度、高質(zhì)量制造。當(dāng)下常用的有以下幾種復(fù)合制造技術(shù):
①電化學(xué)復(fù)合制造。電化學(xué)復(fù)合制造技術(shù)是一種利用電化學(xué)反應(yīng)和機械加工相結(jié)合的方法,通過電化學(xué)反應(yīng)和機械加工的復(fù)合作用,可以在保證磨削效率的同時,提高磨削精度和表面質(zhì)量。例如,利用電化學(xué)腐蝕技術(shù)對齒輪進(jìn)行預(yù)處理,可以優(yōu)化磨削路徑,減少磨削時間和成本;同時還可以通過電化學(xué)刻蝕技術(shù),可以加速齒輪表面材料的去除速率,提高磨削效率;再者利用電化學(xué)拋光精確控制齒輪表面的粗糙度和形貌;
②激光復(fù)合制造。激光復(fù)合制造技術(shù)是一種利用激光束和機械加工相結(jié)合的方法,實現(xiàn)高效、高精度、低成本的制造技術(shù)。在齒輪高效精密磨削中,可以利用激光束的高能量密度,加速齒輪表面材料的去除速率,提高磨削效率。同時還可以通過激光束的精確控制和快速掃描特性,優(yōu)化磨削路徑和加工軌跡,提高磨削精度和表面質(zhì)量。此外也可以利用通過激光熔覆技術(shù),可以在齒輪表面形成一層具有高硬度、高耐磨性的涂層,提高齒輪的表面質(zhì)量和使用壽命。在具體加工實踐中,需要基于齒輪加工特性以及材料去除機制,綜合選擇一種或者多種特種能場與機械能場進(jìn)行耦合,從而進(jìn)一步提升齒輪加工的精度和效率。
三、齒輪高效精密磨削加工中表面的完整性控制
影響齒輪表面完整性的因素
磨削表面殘余應(yīng)力 、表面形貌和表面顯微硬度與齒輪表面完整性之間存在密切的關(guān)系。
①磨削表面殘余應(yīng)力。磨削過程中,由于砂輪與工件之間的摩擦和磨削熱等因素,會在工件表面產(chǎn)生殘余應(yīng)力。殘余應(yīng)力會導(dǎo)致工件表面產(chǎn)生微小變形,影響齒輪的精度和壽命。適當(dāng)?shù)臍堄鄳?yīng)力可以提高齒輪表面的耐磨性和抗疲勞性能,但過大的殘余應(yīng)力會導(dǎo)致表面裂紋和剝落等缺陷;
②表面形貌。磨削表面的形貌對齒輪表面的完整性有很大的影響。表面粗糙度過大或存在毛刺、劃痕等缺陷會導(dǎo)致齒輪在運行中產(chǎn)生噪音和振動,影響其使用性能。表面形貌的質(zhì)量還會影響齒輪的耐磨性和抗疲勞性能;
③表面顯微硬度。磨削后的表面顯微硬度可以提高齒輪表面的耐磨性和抗疲勞性能。但過高的硬度會導(dǎo)致脆性增加,降低抗沖擊能力。因此,需要根據(jù)齒輪的使用要求選擇適當(dāng)?shù)谋砻嬗捕取?/p>
齒輪表面的完整性控制技術(shù)
為了盡可能提高齒輪磨削加工的精度,實現(xiàn)對齒輪表面的完整性控制。在具體加工過程中,一方面需要做好齒輪磨削加工的前處理,選用具有適當(dāng)硬度和韌性的工件材料,并進(jìn)行嚴(yán)格的質(zhì)量控制,以保證在磨削過程中不易產(chǎn)生塑性變形和裂紋。對高精度齒輪,還需要進(jìn)行預(yù)處理和熱處理等工序,以消除材料內(nèi)部的缺陷和應(yīng)力,提高表面完整性;另一方面則需要從磨削工藝參數(shù)和工藝控制方面入手進(jìn)行優(yōu)化。如根據(jù)齒輪的材料、尺寸和加工要求,選擇合適的砂輪類型、磨削液種類和濃度、磨削速度、進(jìn)給速度等參數(shù),通過試驗和仿真分析,優(yōu)化磨削工藝和參數(shù),以減少磨削過程中的熱影響和微裂紋,提高表面質(zhì)量;合理選擇和使用冷卻液,以減少磨削區(qū)的溫度升高,防止工件表面燒傷和裂紋產(chǎn)生;積極引進(jìn)和應(yīng)用先進(jìn)的磨削技術(shù)和設(shè)備,如超高速磨削、激光輔助磨削、超聲振動磨削等,以提高磨削效率和表面質(zhì)量,減少缺陷的產(chǎn)生。同時,還需要從殘余應(yīng)力、表面形貌和顯微硬度等方面綜合分析表面完整性,找出薄弱環(huán)節(jié),制定針對性措施。采用有限元分析、數(shù)值模擬和實驗驗證等方法,對表面完整性進(jìn)行多層次、多尺度的分析和評估。此外,還可以采用逆向工程技術(shù),將齒輪的最終成品或關(guān)鍵零部件進(jìn)行三維掃描和數(shù)據(jù)分析,以獲取精確的幾何形狀和表面結(jié)構(gòu)信息,以便于為工藝技術(shù)優(yōu)化提供參考。
四、結(jié)束語
總之,通過合理應(yīng)用高效精密磨削加工和表面完整性控制技術(shù),能夠提高齒輪的磨削加工精度和效率能夠,提高齒輪的質(zhì)量和性能,降低齒輪噪音和振動,提高齒輪傳動效率,延長齒輪使用壽命。但是隨著科技的發(fā)展,在今后仍需加強人工智能、機器人技術(shù)在齒輪精密磨削加工中的研究應(yīng)用,不斷促進(jìn)行業(yè)進(jìn)行發(fā)展。
參考文獻(xiàn)略.