行星齒輪作為 RV 減速器的核心零部件之一,其內外齒位置精度對 RV 減速器整機的傳動誤差、均載狀況、磨損、噪音、壽命等具有較大的影響,必須嚴格控制。由于上述行星齒輪的制造工序繁多,工藝鏈條長,且其內外齒位置精度要求高,故不易保證,一直是困擾齒輪制造業的難題之一。行星齒輪的內外齒位置精度包括內外齒的角相精度和內外齒的偏心精度。內外齒的角相波動大,內外齒的偏心量大是較易出現的兩種異常情況,致使行星齒輪內外齒的位置精度下降,嚴重影響行星齒輪合格率,制約齒輪制造業的更好發展,亟待解決。針對現有加工工藝,結合理論分析和工藝驗證,通過嚴格控制行星齒輪的端面平行度及其內齒與端面的垂直度、修正行星齒輪半精件外齒的滾齒余量、校準行星齒輪滾齒工裝的端面跳動及圓跳動、更換錐形花鍵工裝作為滾削行星齒輪外齒時的定位工裝、關閉滾齒機滾削行星齒輪外齒時的連續尋齒功能等,有效減小了行星齒輪成品的內外齒角相波動,縮小了行星齒輪內外齒的偏心量,行星齒輪內外齒的位置精度得到保證,合格率大幅提升。優化后的滾齒工藝已逐步應用于行星齒輪的批量試制中,工藝穩定可靠。
目前,國內外使用的 RV 減速器行星齒輪量產工藝多為磨齒加工或滾齒加工。其中,磨齒加工可對行星齒輪外齒進行修形,外齒加工精度等級高,但加工效率偏低。滾齒加工工藝彌補了上述磨齒加工工藝效率低的問題,行星齒輪的齒形通過滾刀齒形來控制。隨著齒輪制造業地不斷發展,滾齒加工工藝精度不斷提高,甚至能達到磨齒加工精度。上述兩種行星齒輪加工工藝各有優勢,考慮到加工效率,且行星齒輪外齒精度要求不必過高,故采用滾齒工藝加工行星齒輪的外齒。行星齒輪外齒滾齒加工采用高精密滾齒機,該設備配置有 FANUC 系統,且設備具備齒輪尋齒功能。文以某款 RV 減速器的行星齒輪為例,闡述其在試制過程中遇到的兩種典型異常情況的原因及其相應解決方法。
一、內外齒角相波動大
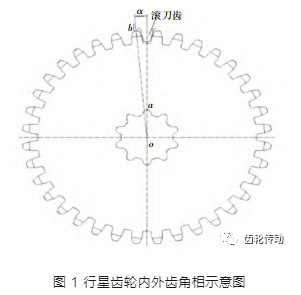
異常情況:RV 減速器行星齒輪不同于常規齒輪,其結構中同時包含內齒與外齒,且內齒與外齒之間具有角相關系。如圖 1 所示,為行星齒輪內外齒的角相關系示意圖。圖中,行星齒輪內齒齒槽的中點記為 a,行星齒輪的中心記為 o,行星齒輪外齒的中點記為 b,上述 3 點連線所形成的夾角為∠aob,將此角度定義為行星齒輪內外齒的角相,并命名為 α。滾齒后發現,行星齒輪內外齒的角相范圍為±0.1°,波動大,難以滿足公差要求,合格率低,故需重點解決。
原因分析:滾削行星齒輪外齒后,通常會出現齒輪內外齒角相超差的問題,針對此問題一般通過補償機床 C 軸旋轉角度的方式,來改變滾刀對行星齒輪外齒左、右齒面的切削量,進而促使行星齒輪的外齒相對于其內齒整體旋轉一定的角度,從而保證滾齒后行星齒輪內外齒的角相值符合公差要求。然而,實際加工過程中發現,補償機床 C 軸旋轉角度后,通常會出現行星齒輪外齒單側齒面不見光的現象。分析確定,行星齒輪半精件外齒滾齒余量不足是出現上述現象的主要原因之一。滾齒時,滾刀與齒輪外齒的某一齒面不接觸,致使未見光齒面與理論預期齒面的位置產生偏差,導致角相發生變化,波動大。每次滾齒加工前,需運行機床尋齒程序,從而確定行星齒輪外齒齒槽相對于滾刀齒的位置,為補償機床 C 軸旋轉角度提供參考,進而開始滾齒。受行星齒輪半精件質量的影響,再次尋齒確定的滾刀齒與行星齒輪外齒齒槽的相對位置與前一件存在誤差。當根據前一件行星齒輪的角相偏差值補償機床 C 軸的旋轉角度并加工下一件行星齒輪時,由于尋齒獲得的參考位置存在誤差,導致滾削下一件行星齒輪后其內外齒的角相值偏離預期值甚至超差,故這也是滾齒后行星齒輪角相波動大的另一原因。
解決方案: 機床 C 軸補償角度一般換算為弦長補償值。弦長補償值是指根據三角函數關系,將行星齒輪外齒節圓繞行星齒輪中心旋轉的角度值換算成的弦長值,該數值對應行星齒輪外齒單側齒厚的去除量。行星齒輪外齒的節圓半徑計算公式如下:
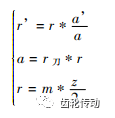
式中,r’為行星齒輪外齒節圓半徑,r 為行星齒輪外齒分度圓半徑,a’為行星齒輪外齒滾齒的實際中心距(根據機床坐標獲得),a 為行星齒輪外齒滾齒的理論中心距,r 刀為滾刀半徑,m 為行星齒輪外齒模數,z 為行星齒輪外齒齒數。
通過計量行星齒輪半精件的外齒齒厚確定,目前行星齒輪半精件的外齒單側齒厚余量約為 0.05 mm。根據行星齒輪角相公差,換算確定行星齒輪外齒單側滾齒余量應控制在 0.3 mm 左右。通過驗證,增大行星齒輪外齒滾齒余量后,其外齒齒面不見光現象消失。此外,為避免滾齒前行星齒輪半精件外齒質量對尋齒造成不良影響,根據首件精滾后行星齒輪的內外齒角相值補償機床 C 軸的弦長值,并對該行星齒輪進行二次滾齒,進而修正該行星齒輪的內外齒角相至公差內。后續滾齒過程,關閉尋齒功能,減小尋齒誤差。通過上述驗證滾齒時,首件尋齒,之后關閉尋齒功能并批量滾齒,獲得的行星齒輪內外齒的角相波動顯著減小。
二、內外齒偏心嚴重
異常情況:行星齒輪內齒與外齒的中心偏移量過大超差,其中心偏移量評價項目為徑向跳動(Fr)。采用高精密齒輪檢測儀計量行星齒輪內齒與外齒之間的徑向跳動(Fr)。計量結果顯示,行星齒輪內外齒的徑向跳動(Fr)數值高達 0.05 ~ 0.08 mm,無法滿足齒輪的精度等級要求,合格率低,需重點解決。
原因分析:針對上述行星齒輪內外齒徑向跳動(Fr)超差的異常情況,首先核驗滾齒機的設備精度。通過檢驗確定,機床底座、壓頭的圓跳動及端面跳動均在 0.005 mm 以內,證明設備工況滿足使用要求,對行星齒輪內外齒的徑向跳動(Fr)影響較小。進一步,核驗行星齒輪滾齒工裝。滾齒工裝上設有圓柱花鍵,此花鍵與行星齒輪的內齒配合。根據行星齒輪內齒與圓柱花鍵的配合原理,可通過分別計量行星齒輪的內齒齒厚及圓柱花鍵的齒厚來確定二者的配合松緊是否異常。齒厚的評價項目之一為公法線長度。利用高精密齒輪檢測儀計量此圓柱花鍵及行星齒輪內齒的公法線長度。發現,行星齒輪內齒的公法線長度相比圓柱花鍵公法線長度較大,即行星齒輪內齒與圓柱花鍵的配合間隙較大,行星齒輪與圓柱花鍵配合時易發生移動,定位不準。故,圓柱花鍵與行星齒輪內齒的配合間隙較大是行星齒輪內外齒徑向跳動(Fr)較大的主要原因之一。標準直齒輪的公法線長度計算公式如下:
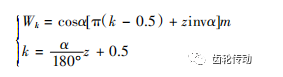
式中,Wk 為公法線長度,α 為齒壓力角,k 為跨齒齒數,z 為齒數,m 為齒輪模數。
解決方案:針對上述問題,需要解決行星齒輪內齒與圓柱花鍵工裝的配合間隙問題。由于行星齒輪內齒的公法線長度存在波動,當采用圓柱花鍵工裝定位時,會面臨花鍵工裝與行星齒輪內齒配檔的問題,且根據不同的行星齒輪內齒公法線長度,需增加更換與之匹配的圓柱花鍵工裝的環節。結合現有加工工藝,將滾齒所用的圓柱花鍵工裝更換為錐形花鍵工裝。理論上當行星齒輪內齒齒厚出現波動時,沿錐形花鍵的軸線方向,總有能與行星齒輪內齒配合較緊的一層截面花鍵,從而保證行星齒輪不再相對于花鍵移動。如此,既能消除花鍵與行星齒輪內齒之間的配合間隙,且無需配檔,還可避免花鍵工裝的反復更換,更加高效便捷。另外,行星齒輪的形位公差要求極高,其上下端面須精磨,以保證行星齒輪端面的平面度及上下端面的平行度。同時,行星齒輪內齒與齒輪端面的垂直度須嚴格 控制,要求在 0.01 mm 以內,以避免滾齒過程中行星齒輪相對于花鍵工裝傾斜,保證滾齒后,沿齒向方向行星齒輪的齒厚均勻。通過試驗驗證,經過以上改善,行星齒輪的內外齒徑向跳動(Fr)數值大幅降低,即行星齒輪內齒與外齒的中心偏移量明顯改善。
三、滾齒方案工藝特點及其優勢
滾齒方案控制要點:根據 RV 減速器行星齒輪的結構特點及其滾齒方案,行星齒輪的滾齒控制要點總結如下:行星齒輪半精件兩端面的平行度、行星齒輪內齒與其端面的垂直度均須嚴格控制,行星齒輪半精件外齒的滾齒余量須保證足夠。滾齒時,滾齒定位工裝采用錐形花鍵工裝,避免行星齒輪相對于花鍵工裝發生移動。滾削行星齒輪外齒前,須首先校準滾齒工裝底座和壓頭的圓跳動及其端面跳動。滾齒過程中,只進行首件尋齒,利用首件補償行星齒輪內外齒的角相后,后續批量滾齒過程中關閉尋齒功能。
滾齒方案優勢:傳統展成法磨齒工藝須定期修磨砂輪以保證齒輪的齒形要求,修磨速度慢,效率低。相比展成法磨齒,成形法磨齒的磨削接觸面積較大,磨削量增加,效率更低,且須根據不同的齒輪齒形配置對應修形后的砂輪,成本更高。業內也有嘗試采用線切割工藝加工行星齒輪的案例,此工藝也可以滿足行星齒輪的精度要求,但齒輪齒面的表面粗糙度往往較差,影響 RV 減速器整機的傳動精度和傳動效率,且噪音較大。此外,采用線切割工藝加工行星齒輪同樣面臨加工效率低的問題,不利于批量生產。相比于上述行星齒輪的加工工藝,滾齒加工工藝可進行直齒、斜齒、人字齒輪 等多種類型齒輪的加工,且使用特制滾刀還能加工花鍵等具有特殊齒形的工件,加工范圍廣,通用性強。另外,滾齒加工工藝避免了砂輪的修磨,加工效率更高,且加工精度高,滿足使用要求。故,目前在研發階段、批量試制階段,都有較為廣泛的應用。
四、結 語
隨著滾齒精度和穩定性的不斷提高,RV 減速器行星齒輪的滾齒加工工藝已具備堅實的技術基礎,但仍需 RV 減速器的研發、工藝研究等技術人員的持續努力。滾齒加工行星齒輪過程中,行星齒輪內外齒角相波動及其內外齒偏心嚴重兩種異常情況的原因及其解決方法,為滾齒加工行星齒輪提供一些思路。此外,也有其他誘因導致上述兩種異常情況的出現,在生產中需根據實際情況多方面排查驗證,從而更好地解決上述問題。
參考文獻略.