小模數(shù)齒輪通常指模數(shù)小于 1.50 mm 的齒輪,其作為航空航天、精密儀器、工業(yè)機(jī)器人、微型減速器等設(shè)備的核心零件,在各領(lǐng)域有著廣泛的應(yīng)用。為提高齒輪的耐磨損性能,降低齒輪傳動(dòng)噪聲,提高齒輪傳動(dòng)精度,需對(duì)齒輪進(jìn)行精加工。齒輪的精加工通常要經(jīng)過(guò)齒輪切削、熱處理、齒輪磨削等加工工藝流程,工藝路線(xiàn)長(zhǎng)且加工效率低。此外,由于小模數(shù)齒輪整體尺寸小、齒槽空隙窄,在磨削過(guò)程中實(shí)現(xiàn)準(zhǔn)確對(duì)刀較困難。而緩進(jìn)深切磨削是指進(jìn)給速度較低、磨削深度極大的一種磨削方法,與普通磨削方法相比,緩進(jìn)深切磨削在獲得零件要求的加工精度和表面質(zhì)量的同時(shí)擁有極高的材料去除率。針對(duì)小模數(shù)齒輪存在的加工問(wèn)題,結(jié)合緩進(jìn)深切磨削的優(yōu)勢(shì),考慮到小模數(shù)齒輪的齒槽深度在緩進(jìn)深切磨削深度范圍內(nèi)(磨削深度為 0.1~30.0 mm),提出緩進(jìn)深切磨削加工工藝,在齒輪基體上一次性加工出小模數(shù)齒輪的整條齒槽。
許多學(xué)者針對(duì)不同材料開(kāi)展了大量的緩進(jìn)深切磨削研究。DANG 等使用鋯剛玉砂輪對(duì)超高強(qiáng) 300M 鋼開(kāi)展了緩進(jìn)深切磨削實(shí)驗(yàn),結(jié)果表明:該工藝具有材 料去除率高、工件表面無(wú)燒傷、砂輪磨損小等優(yōu)點(diǎn),是一種高效精密加工方法。丁文鋒等針對(duì)鈦合金和鎳基合金開(kāi)展了緩進(jìn)深切磨削實(shí)驗(yàn)研究,分析了磨削功率、比磨削能和磨削燒傷隨磨削參數(shù)的變化規(guī)律,發(fā)現(xiàn)通過(guò)增加工件進(jìn)給速度來(lái)增大材料去除率時(shí),工件不易發(fā)生燒傷。畢雪峰等利用 2 種剛玉砂輪對(duì) K444 高溫合金進(jìn)行了緩進(jìn)深切磨削,發(fā)現(xiàn)棕剛玉砂輪比白剛玉砂輪的磨削力更小,工件的表面粗糙度更低,且棕玉砂輪磨削 K444 高溫合金時(shí)的磨損更少。為提高窄深槽磨削表面的完整性,劉爽等采用單層電鍍 CBN 砂輪對(duì) 45#鋼開(kāi)展了窄深槽的緩進(jìn)深切磨削實(shí)驗(yàn),發(fā)現(xiàn)增大砂輪線(xiàn)速度有助于細(xì)化磨削表面溝痕并降低表面粗糙度,磨削后工件的磨削表面及其亞表層結(jié)構(gòu)完整,未發(fā)現(xiàn)磨削燒傷和亞表層結(jié)構(gòu)損傷。鑒于緩進(jìn)深切磨削具有的優(yōu)勢(shì),有學(xué)者將緩進(jìn)深切引入成形磨削中。張昊等針對(duì)渦輪葉片榫齒開(kāi)展了緩進(jìn)深切成形磨削實(shí)驗(yàn),分析了砂輪磨損對(duì)不同鎳基高溫合金磨削表面質(zhì)量的影響,發(fā)現(xiàn)微晶剛玉砂輪比棕剛玉砂輪具有更小的磨削比;同時(shí),開(kāi)展了 DD6 鎳基單晶合金榫頭緩進(jìn)深切成形磨削實(shí)驗(yàn)研究,分析了磨削后榫頭各弧區(qū)的表面形貌、金相組織、顯微硬度等,確定了榫頭緩進(jìn)深切成形磨削的加工工藝參數(shù)。
盡管緩進(jìn)深切磨削工藝已經(jīng)廣泛應(yīng)用于各種簡(jiǎn)單形面的零件加工中,但對(duì)復(fù)雜形面零件的緩進(jìn)深切成形磨削研究還相對(duì)較少,且針對(duì)漸開(kāi)線(xiàn)齒槽的緩進(jìn)深切成形磨削報(bào)道更少。而齒輪成形磨削的主要問(wèn)題是工件的磨削燒傷和砂輪的形狀保持性等。YI 等發(fā)現(xiàn):在齒輪全齒槽成形磨削時(shí),齒槽各處的磨削溫度差異很大,齒底處的磨削溫度最高;在過(guò)渡弧段,磨削溫度隨圓弧角的增大而逐漸降低,且過(guò)渡弧與漸開(kāi)線(xiàn)結(jié)合處的磨削溫度最低;在漸開(kāi)線(xiàn)段,磨削溫度隨漸開(kāi)線(xiàn)滾動(dòng)角的增加而升高。陳明在齒輪成形磨削中發(fā)現(xiàn), 由于齒面等效磨削深度不同,砂輪各處的磨損情況也有明顯差異。因此,針對(duì)齒輪成形磨削研究所發(fā)現(xiàn)的問(wèn)題,開(kāi)展小模數(shù)漸開(kāi)線(xiàn)直齒圓柱齒輪全齒槽緩進(jìn)深切成形磨削實(shí)驗(yàn),從磨削功率、工件磨削燒傷、砂輪磨損等方面研究全齒槽緩進(jìn)深切成形磨削的可行性,以期更深入地了解全齒槽緩進(jìn)深切磨削,為全齒槽緩進(jìn)深切成形磨削的實(shí)際應(yīng)用打下基礎(chǔ)。
一、小模數(shù)齒輪緩進(jìn)深切成形磨削實(shí)驗(yàn)
齒輪緩進(jìn)深切成形磨削實(shí)驗(yàn)系統(tǒng)及實(shí)驗(yàn)方案: 圖 1 為磨削實(shí)驗(yàn)裝置。如圖 1 所示,小模數(shù)齒輪緩進(jìn)深切成形磨削實(shí)驗(yàn)裝置主要由五軸聯(lián)動(dòng)數(shù)控工具磨床 TG-200A、CBN 砂輪、成形砂輪整形系統(tǒng)、CBN 砂輪輪廓復(fù)刻系統(tǒng)、功率采集系統(tǒng)等組成。
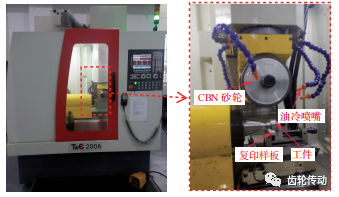
圖 1 磨削實(shí)驗(yàn)裝置
(1) 磨床主軸功率為 9 kW,主軸轉(zhuǎn)速為 0~ 11 000 r/min(無(wú)級(jí)調(diào)速),工件進(jìn)給速度的可調(diào)范圍為 1~10 000 mm/min。
(2)磨削砂輪選用易于整形的陶瓷結(jié)合劑 CBN 砂輪,CBN 磨粒粒度代號(hào)為 100/120,砂輪外徑為 200 mm,內(nèi)徑為 32 mm,砂輪磨料層厚度為10 mm,砂輪寬度為 6 mm,砂輪最高線(xiàn)速度為 80 m/s。
(3)成形砂輪整形系統(tǒng)包括砂輪修整電機(jī)和金剛石修整滾輪,修整電機(jī)安裝在機(jī)床工作臺(tái)上。圖 2 為砂輪修整過(guò)程示意圖。如圖 2 所示:實(shí)驗(yàn)前先對(duì)砂輪外圓面和成形面進(jìn)行整形,將砂輪修整為漸開(kāi)線(xiàn)形狀。
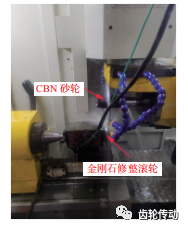
圖 2 砂輪修整過(guò)程
(4)石墨塊通過(guò)精密虎鉗夾持并安裝于機(jī)床工作臺(tái)上,構(gòu)成砂輪輪廓復(fù)刻系統(tǒng)。每個(gè)齒槽加工前均使用石墨塊對(duì)砂輪輪廓進(jìn)行復(fù)印以分析砂輪的磨損過(guò)程。
(5)選用日本橫田生產(chǎn)的 WT330 系列功率分析儀測(cè)量主軸系統(tǒng)功率,采樣頻率為 50 Hz。磨削過(guò)程中采用油基冷卻液對(duì)工件進(jìn)行噴淋冷卻。
實(shí)驗(yàn)加工對(duì)象是模數(shù)為 1.25 mm,齒數(shù)為 32,齒寬為 20.00 mm 的漸開(kāi)線(xiàn)直齒圓柱齒輪。齒輪材料為未經(jīng)熱處理的 45#鋼,其初始維氏硬度為 220~230 HV,毛坯件外徑為 42.50 mm、內(nèi)徑為 16.00 mm、高度為 20.00 mm。通過(guò)自制的夾具來(lái)約束工件的轉(zhuǎn)動(dòng)與移動(dòng),夾具通過(guò)空氣夾頭與機(jī)床工件軸相連,通過(guò)工件軸的轉(zhuǎn)動(dòng)獲得不同的加工位置。
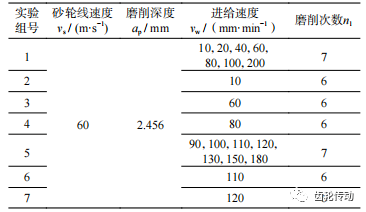
齒輪齒槽緩進(jìn)深切成形磨削工藝參數(shù)如表 1 所示。其中:磨削深度為固定值且等于被加工齒輪全齒高;與普通磨削相比,緩進(jìn)深切磨削的磨削深度較大,為保證材料的高效去除,同時(shí)考慮砂輪的許用最高線(xiàn)速度,實(shí)驗(yàn)過(guò)程中砂輪線(xiàn)速度選為 60 m/s;文獻(xiàn)提到緩進(jìn)深切磨削的工件進(jìn)給速度比較緩慢,通常為 5~300 mm/min,因而初選的進(jìn)給速度范圍為 10~200 mm/min,以研究不同進(jìn)給速度對(duì)磨削結(jié)果的影響。為避免磨屑黏附砂輪,在每組實(shí)驗(yàn)之前均用氧化鋁油石對(duì)砂輪進(jìn)行修銳。在第 1 組實(shí)驗(yàn)中,當(dāng)進(jìn)給速度達(dá)到 200 mm/mim 時(shí),磨削過(guò)程中出現(xiàn)較大的火花和黑色油煙,對(duì)該參數(shù)下磨削后的工件試樣進(jìn)行目測(cè)觀察,發(fā)現(xiàn)工件磨削處出現(xiàn)明顯色澤變化,且附著一層黑色氧化物。因此,隨后的實(shí)驗(yàn)將進(jìn)給速度范圍縮小為 10~150 mm/min。
表 1 磨削工藝參數(shù)
工件在表 1 條件下磨削結(jié)束后,對(duì)其進(jìn)行切割、鑲嵌、研磨、拋光處理,采用 VH-1 000 維氏硬度計(jì)檢測(cè)齒廓截面邊緣的顯微硬度;經(jīng)過(guò)研磨、拋光處理后的樣品采用質(zhì)量分?jǐn)?shù)為 5% 的硝酸酒精溶液腐蝕,制備金相試樣,在 OLYMPUS BX53M 金相顯微鏡下進(jìn)行顯微組織觀察。
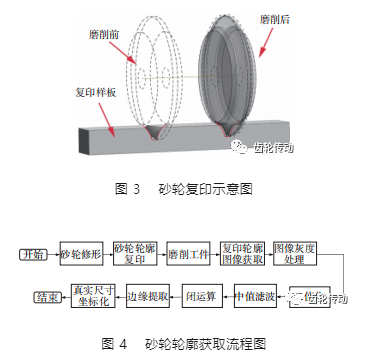
砂輪磨損評(píng)價(jià):采用砂輪復(fù)印的離線(xiàn)檢測(cè)方法測(cè)量砂輪輪廓。砂輪復(fù)印示意圖如圖 3 所示,輪廓獲取具體過(guò)程如圖 4 所示。由圖 3、圖 4 可知:砂輪每次磨削實(shí)驗(yàn)前都在復(fù)印樣板上磨削一次,砂輪的輪廓便復(fù)印到樣板上。使用超景深顯微鏡對(duì)樣板上復(fù)印的砂輪截面拍照,獲取砂輪截面的圖像信息,再經(jīng)進(jìn)一步的圖像處理獲取清晰的齒形邊緣輪廓。由于磨削深度不變,齒形截面面積的變化間接反映了砂輪磨損的變化,進(jìn)而得到整個(gè)磨削過(guò)程中砂輪的磨損情況。
二、實(shí)驗(yàn)結(jié)果及討論
進(jìn)給速度對(duì)磨削功率的影響:磨削過(guò)程中所消耗的磨削功率是通過(guò)測(cè)量流入主軸電機(jī)的電流與電壓相乘得到的。磨削功率信號(hào)是反應(yīng)磨削狀態(tài),判斷砂輪與工件接觸關(guān)系變化的重要參數(shù)。通過(guò)功率信號(hào)可以對(duì)磨削過(guò)程進(jìn)行準(zhǔn)確把握。
圖 5 是在表 1 第 1 組參數(shù)下不同進(jìn)給速度時(shí)測(cè)得的磨削功率信號(hào)。從圖 5 中可以看出:在一個(gè)磨削行程內(nèi),磨削功率的變化趨勢(shì)是先增大后減小,不存在功率穩(wěn)定階段,且其峰值均出現(xiàn)在中間時(shí)刻。這是由于工件的高度較小(20.00 mm),且工件高度小于砂輪−工件幾何接觸弧長(zhǎng)(約 22.00 mm),砂輪和工件的接觸過(guò)程僅存在切入和切出階段而沒(méi)有穩(wěn)定接觸階段。在切入階段,隨著砂輪的進(jìn)給,砂輪−工件的接觸面積不斷增大,磨削功率隨之增加;在中間的某一時(shí)刻接觸面積達(dá)到最大,此時(shí)功率達(dá)到最大值;隨后砂輪不斷切出工件,砂輪−工件的接觸面積不斷減小,磨削功率也隨之減小,直到砂輪完全切出工件為止。
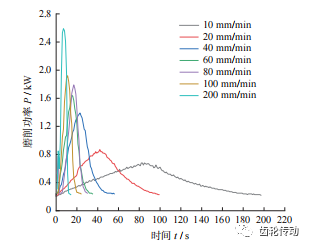
圖 5 磨削功率信號(hào)
圖 6 是在表 1 第 1 組參數(shù)下的磨削功率峰值隨進(jìn)給速度的變化。從圖 6 中可以看出:隨著進(jìn)給速度的增大,磨削功率峰值也不斷增大。當(dāng)進(jìn)給速度為 10 mm/min 時(shí),磨削功率峰值僅為 0.67 kW;當(dāng)進(jìn)給速度達(dá)到 200 mm/min 時(shí),磨削功率峰值達(dá)到 2.59 kW。這是由于進(jìn)給速度的增大引起單顆磨粒未變形切削厚度增大,導(dǎo)致磨削過(guò)程中磨削力增大,磨削消耗的功率也就越大。
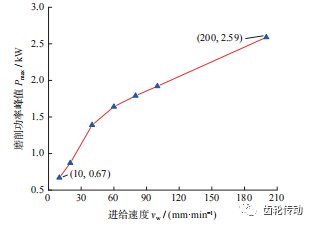
圖 6 磨削功率峰值隨進(jìn)給速度的變化
進(jìn)給速度對(duì)磨削燒傷的影響:緩進(jìn)深切磨削過(guò)程中由于切深和接觸弧長(zhǎng)較大,導(dǎo)致磨削液難以進(jìn)入磨削區(qū),容易產(chǎn)生磨削燒傷。通過(guò)顯微硬度法和金相檢測(cè)法研究齒槽緩進(jìn)深切成形磨削過(guò)程中進(jìn)給速度對(duì)磨削燒傷的影響。
當(dāng)工件材料表面發(fā)生磨削燒傷時(shí),其表層金相結(jié)構(gòu)發(fā)生變化,從而引起硬度變化,因此可通過(guò)檢測(cè)材料硬度的變化來(lái)判別是否發(fā)生磨削燒傷。使用的硬度測(cè)量裝置為 VH-1 000 維氏硬度計(jì),檢測(cè)過(guò)程中加載的載荷為 20 N,載荷保持時(shí)間設(shè)置為 8 s。分別選取齒槽左側(cè)、齒槽右側(cè)、齒槽底部距離齒槽邊緣 20 μm 處的 3 個(gè)位置進(jìn)行測(cè)量,每個(gè)位置測(cè)量 3 次并取平均值。進(jìn)給速度對(duì)磨削表面硬度的影響如圖 7所示。由圖 7 可知:當(dāng)進(jìn)給速度<150 mm/min 時(shí),各位置硬度值與基體材料的硬度值相差不大;當(dāng)進(jìn)給速度>150 mm/min 時(shí),隨進(jìn)給速度增加,各位置的硬度值逐漸增大;當(dāng)進(jìn)給速度為 200 mm/min 時(shí),工件磨削表面出現(xiàn)硬化現(xiàn)象,且硬度值可達(dá) 553.7 HV,可以判斷此時(shí)齒槽表面出現(xiàn)了嚴(yán)重的磨削燒傷。
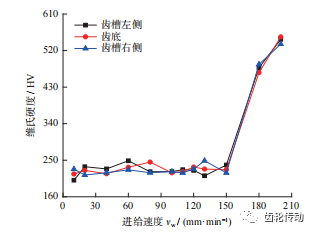
圖 7 進(jìn)給速度對(duì)磨削表面硬度的影響
對(duì)于在進(jìn)給速度為 200 mm/min 條件下獲得的齒槽工件,進(jìn)一步在齒槽左側(cè)、齒槽右側(cè)及齒槽底部 3 個(gè)位置分別測(cè)量其硬度,硬度沿深度的分布如圖 8 所示。圖 8a 中初始硬度測(cè)量點(diǎn)距表面 40 μm,沿直線(xiàn)方向 60 μm 間距取點(diǎn),則齒槽左側(cè)取 11 個(gè)點(diǎn),取點(diǎn)總深度為 640 μm;齒槽右側(cè)取 10 個(gè)點(diǎn),取點(diǎn)總深度為580.00 μm;齒槽底部取 6 個(gè)點(diǎn),取點(diǎn)總深度為 340 μm。從圖 8b 中可以看出:圖中存在嚴(yán)重組織轉(zhuǎn)變區(qū)域Ⅰ、過(guò)渡區(qū)域Ⅱ和組織未轉(zhuǎn)變區(qū)域Ⅲ。距離磨削表面的深度增加,硬度值均呈下降趨勢(shì);當(dāng)深度增加到一定程度時(shí),硬度值等于工件初始硬度值(220~230 HV);且左右兩齒廓位置的硬化層深度區(qū)別不大,分別為 570 μm 和 520 μm;齒底位置的硬化層深度小于齒廓兩側(cè)的硬化層深度,為 270 μm。因此,齒廓和齒底不同的硬化層深度也表明,在磨削過(guò)程中磨削溫度在整個(gè)齒槽表面及工件內(nèi)部的分布是不均勻的,齒廓兩側(cè)的磨削溫度高于齒底的。
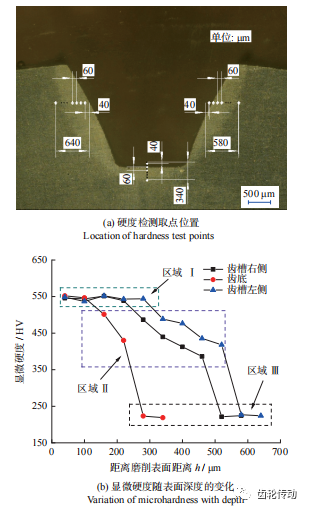
圖 8 硬度沿深度的分布
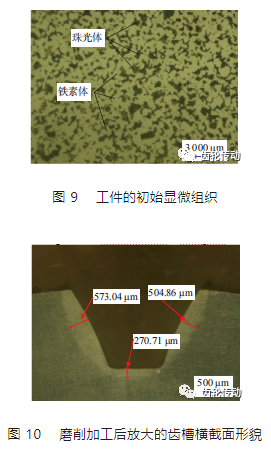
圖 9 為工件的初始顯微組織。如圖 9 所示,磨削前工件的顯微組織主要由鐵素體和珠光體組成。當(dāng)進(jìn)給速度為 200 mm/min 時(shí),加工的工件齒槽橫截面經(jīng)硝酸腐蝕后放大的形貌如圖 10 所示。從圖 10 可以看出:齒槽邊緣處出現(xiàn)了明顯的變質(zhì)層,經(jīng)測(cè)量左側(cè)齒廓最大變質(zhì)層深度為 573.04 μm,右側(cè)齒廓最大變質(zhì)層深度為 504.86 μm,齒底最大變質(zhì)層深度為 270.71 μm。
將圖 10 的右側(cè)齒廓邊緣區(qū)域進(jìn)一步放大,得到其顯微組織分布圖 11。從圖 11 可以看出:右側(cè)齒廓邊緣區(qū)域的組織分布分為 3 個(gè)區(qū)域,分別為嚴(yán)重組織轉(zhuǎn)變區(qū)區(qū)域Ⅰ、過(guò)渡區(qū)區(qū)域Ⅱ、未發(fā)生組織轉(zhuǎn)變區(qū)區(qū)域Ⅲ,且與圖 8 中標(biāo)注的 3 個(gè)區(qū)域?qū)?yīng)。區(qū)域Ⅰ的顯微組織主要為馬氏體,區(qū)域Ⅱ的顯微組織主要為鐵素體、馬氏體以及部分珠光體,區(qū)域Ⅲ的顯微組織與工件初始顯微組織一致主要為鐵素體和珠光體。上述顯微組織沿磨削表面法線(xiàn)方向梯度變化的現(xiàn)象也表明,在進(jìn)給速度為 200 mm/min 的磨削條件下,齒槽的磨削表面發(fā)生了磨削燒傷。硬度檢測(cè)法與金相檢測(cè)法得到的結(jié)果基本一致。
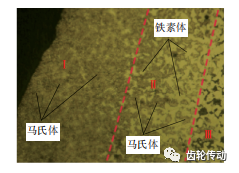
圖 11 磨削加工后放大的右側(cè)齒廓邊緣橫截面形貌
所以,采用緩進(jìn)深切磨削工藝進(jìn)行全齒槽磨削,為避免其表面發(fā)生磨削燒傷,進(jìn)給速度應(yīng)控制在 150 mm/min 以下。
砂輪磨損規(guī)律分析:使用超景深顯微鏡對(duì)砂輪復(fù)印樣板拍照,獲取的原始圖片如圖 12a 所示,對(duì)原始圖片進(jìn)行中值濾波得到圖 12b,邊緣提取后的像素輪廓如圖 12c 所示,通過(guò)坐標(biāo)變換獲得具有真實(shí)坐標(biāo)的砂輪輪廓曲線(xiàn)如圖 12d 所示。按照磨削順序,依次提取每次復(fù)印樣板上留下的砂輪輪廓曲線(xiàn),則任意一條輪廓與砂輪初始輪廓所圍成的截面的變化反映了磨削過(guò)程中砂輪的磨損情況。
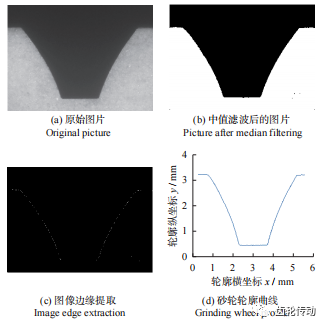
圖 12 圖像處理
圖 13 所示為砂輪初始輪廓和磨削完 44 個(gè)齒槽后砂輪的最終輪廓。由圖 13 可以看出:經(jīng)過(guò)多次磨削,砂輪存在較明顯磨損。磨損前后砂輪輪廓各位置的徑向間距基本一致(d1=d2),表明砂輪磨損比較均勻,但在砂輪圓周面與齒廓成形面的交接處出現(xiàn)磨損圓弧。
結(jié)合砂輪的幾何形狀和尺寸,利用式(1)計(jì)算砂輪磨損體積 Vg:
式中:S 為測(cè)得的 2 條輪廓曲線(xiàn)之間的面積差,可通過(guò)積分獲得;D 為砂輪直徑。
利用式(2)計(jì)算材料去除體積 Vw:
式中:St 為齒槽橫截面的面積,b 為齒輪寬度,n 為磨削次數(shù)(n=1~44)。
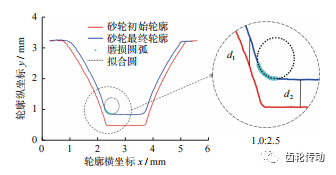
圖 13 磨削前后砂輪的輪廓對(duì)比
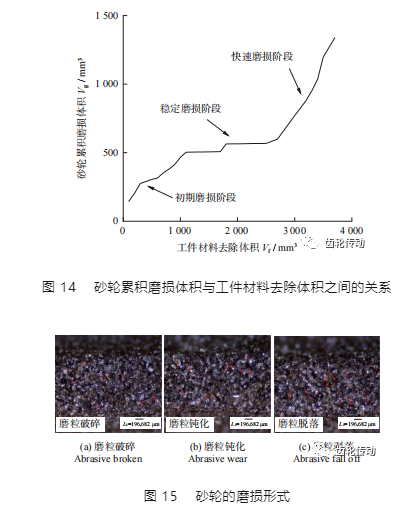
通過(guò)計(jì)算得到砂輪累積磨損體積與工件材料去除體積之間的關(guān)系,如圖 14 所示。圖 15 為砂輪的磨損形式。由圖 14、圖 15 可見(jiàn):隨著工件材料去除體積的增加,砂輪的累積磨損體積也逐漸增加 ,累積去除 3 700 mm3 的工件材料時(shí),砂輪累積磨損體積達(dá) 1 300 mm3。且砂輪的磨損過(guò)程分為 3 個(gè)階段:初期磨損階段、穩(wěn)定磨損階段和快速磨損階段,其中穩(wěn)定磨損階段的材料去除體積約為2 000 mm3。在砂輪的初期磨損階段,砂輪的磨損量快速上升,這是由于砂輪剛經(jīng)過(guò)修整成形,又經(jīng)過(guò)油石修銳,砂輪磨粒出露體積大且磨粒較鋒利,砂輪的容屑空間也較大,此時(shí)砂輪與工件的實(shí)際接觸面積較小,砂輪磨損以磨粒破碎為主(圖 15a),導(dǎo)致砂輪磨損較快;在穩(wěn)定磨損階段,砂輪磨損量雖有所增大,但幾乎保持穩(wěn)定,這是由于此時(shí)磨粒與工件的接觸面積增大,砂輪的磨損以磨粒的磨耗磨損為主,而產(chǎn)生磨粒鈍化(圖 15b);在快速磨損階段時(shí),磨粒磨損、磨粒脫落越來(lái)越嚴(yán)重,同時(shí)伴隨結(jié)合劑的脫落(圖 15c),油石的修銳作用越來(lái)越小,砂輪的磨損量急劇增大。
三、結(jié)論
開(kāi)展小模數(shù)齒輪齒槽緩進(jìn)深切成形磨削實(shí)驗(yàn),分析不同進(jìn)給速度對(duì)磨削功率、工件磨削燒傷的影響規(guī)律,并采用復(fù)刻法研究砂輪的磨損過(guò)程,得出如下結(jié)論:
(1)在實(shí)驗(yàn)參數(shù)范圍內(nèi),磨削功率峰值隨進(jìn)給速度的增大而增大。
(2)當(dāng)進(jìn)給速度<150 mm/min 時(shí),工件的顯微硬度未發(fā)生明顯變化,工件未發(fā)生磨削燒傷;而當(dāng)進(jìn)給速度達(dá)到 200 mm/min 時(shí),工件磨削表面的硬度明顯高于工件初始的表面硬度,兩側(cè)齒廓和齒底的硬度值基本相等,可達(dá) 553.7 HV;且隨距離磨削表面的深度增加,硬度值呈下降趨勢(shì),但兩側(cè)齒廓的硬化層深度分別為 570.00 和 520.00 μm,明顯大于齒底的 270.00 μm。
(3)金相檢測(cè)結(jié)果表明,當(dāng)進(jìn)給速度達(dá)到 200 mm/min 時(shí),在近磨削表面發(fā)生了嚴(yán)重的組織轉(zhuǎn)變,左齒廓、右齒廓和齒底的最大變質(zhì)層深度分別為 573.04, 504.86 和 270.71 μm,金相檢測(cè)結(jié)果與硬度檢測(cè)結(jié)果基本一致。采用緩進(jìn)深切磨削工藝進(jìn)行全齒槽磨削,為避免發(fā)生磨削燒傷,進(jìn)給速度應(yīng)控制在 150 mm/min 以下。
(4)經(jīng)過(guò)多次磨削后,砂輪出現(xiàn)明顯磨損,累計(jì)去除 3 700 mm3 的工件材料時(shí),砂輪的累積磨損體積達(dá) 1 300 mm3。砂輪的磨損過(guò)程分為 3 個(gè)階段:初期磨損階段、穩(wěn)定磨損階段和快速磨損階段,其中穩(wěn)定磨損階段的材料去除體積約為 2 000 mm3。
參考文獻(xiàn)略.