齒輪作為工業(yè)設(shè)備的重要組成部件,隨著現(xiàn)代加工工藝的發(fā)展,其加工精度要求也在不斷提高。高精密齒輪的加工質(zhì)量,直接影響了工業(yè)設(shè)備的工作性能。滾齒加工的方式具有適應性強、加工效率高等優(yōu)勢,近年來廣泛應用在工業(yè)設(shè)備中高精密齒輪加工過程中。在實際加工過程中,軸運動、夾具、齒輪加工刀具等都存在引發(fā)加工誤差的因素。通常情況下,需要采用誤差預防和誤差補償兩種方法,提升齒輪加工精度。但是,高精密齒輪制作過程中,目前的誤差預防策略難以發(fā)揮較好的應用效果。因此,很多學者開始針對誤差補償技術(shù)進行研究。
文獻針對加工后的實際齒輪進行測量,在回轉(zhuǎn)中心和芯軸中心完全重合狀態(tài)下,明確齒輪存在的同向誤差和反向誤差。依據(jù)芯軸徑向跳動誤差計算修正值,實現(xiàn)齒輪加工誤差補償,但該方法應用后齒輪的齒形法向偏差依舊較大。文獻以齒輪加工過程中工件與刀具的相對運動關(guān)系為基礎(chǔ),結(jié)合嚙合原理生成齒面模型。對比實際齒面與理論齒面,建立幾何加工誤差控制模型。分析加工參數(shù)敏感性,選取高敏感性的加工參數(shù),計算誤差補償變量。運用最小二乘法描述誤差補償問題,再結(jié)合改進 L-M 算法實現(xiàn)誤差補償,但該方法計算復雜度較高。文獻以機床熱變形誤差為核心,通過直接測量和間接測量兩種方式,了解滾齒輪加工刀具與工件主軸的運動關(guān)系,構(gòu)建變形誤差模型,并以此為基礎(chǔ)提出變形誤差補償策略,但該方法操作煩瑣且成本較高。
以解決上述提出誤差補償技術(shù)的不足之處為目標,將高精密齒輪作為主要研究對象,提出一種新的加工誤差補償技術(shù)。相比傳統(tǒng)的無偏估計計算方法,提出的補償技術(shù)運用了敏感系數(shù)矩陣計算修正參數(shù),得出更加精確的修正量。根據(jù)驗證結(jié)果可以看出,所提出的誤差補償技術(shù)應用后,齒形法向偏差得到大幅度降低,確保齒輪加工精密滿足工業(yè)加工需求。
一、工業(yè)設(shè)備中高精密齒輪加工誤差補償技術(shù)設(shè)計
建立高精密齒輪加工模型
刀具切削是高精密齒輪加工的主要環(huán)節(jié),為滿足齒輪切削要求,機床運動軸主要包括六個重要組成部分,分別是切削運動軸 B、分齒運動軸 C、軸線走刀運動軸 Z、徑向走刀運動軸 X、切向走刀運動軸 Y、滾刀角度調(diào)整軸 A。在伺服電機的驅(qū)動作用下,齒輪加工機床的各個運動軸同時開始工作,高齒輪加工具體原理如圖1所示。
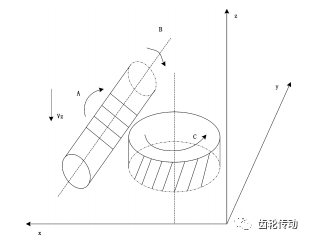
圖 1 高精密齒輪加工原理示意圖
圖 1 描述了工業(yè)設(shè)備中高精密齒輪加工原理,也屬于滾齒加工模式。其中,Z 軸和 B、C、Y 三個軸之間存在聯(lián)動性,可實現(xiàn)高精密齒輪加工過程中的展成運動、軸向差動補償運動和切向補償運動,也正是通過這三項運動,將不同運動軸之間的耦合關(guān)系描述為:
公式中,s 表示高精密齒輪加工工作臺轉(zhuǎn)速,w 表示滾刀數(shù)量,e 表示齒輪齒數(shù),n 表示滾刀轉(zhuǎn)速,γ 表示齒輪加工螺旋角,θ 表示滾刀架安裝角,v 表示進給速度,z 表示齒輪軸向,y 表示齒輪切向,vz 表示軸向進給速度,vy 表示切向進給速度,sin 表示正弦函數(shù),cos 表示余弦函數(shù)。
通過公式(1)描述了工業(yè)滾刀加工設(shè)備與待加工齒輪之間的關(guān)系,結(jié)合二者相關(guān)參數(shù)獲取高精密齒輪加工嚙合比,明確正常狀態(tài)下高精密齒輪加工運動。
測量齒輪齒面離散化誤差
由于工業(yè)設(shè)備中高精度齒輪的齒面空間具有復雜性,為了便于分析齒輪的齒形誤差,文中運用離散化分析理念比較理論齒面與實際加工齒面,通過二者之間的差異獲取齒形誤差值。針對加工后的高精度齒面進行旋轉(zhuǎn)投影,運用網(wǎng)格規(guī)劃的方法建立投影網(wǎng)格,明確高精度齒輪的齒面形狀以及齒面離散點分布情況,具體如圖 2 所示。以齒輪設(shè)計交叉點為原點建立坐標系,在齒坯參數(shù)、網(wǎng)格收縮量的共同作用下,明確各離散點的坐標。
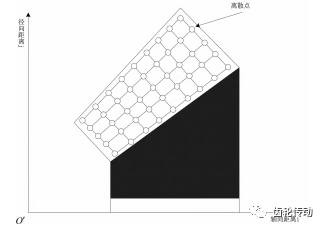
圖 2 齒面離散點示意圖
設(shè)置圖 2 中 i 軸為齒輪軸線,則齒面上方離散點到齒輪軸線之間的距離以及離散點到坐標原點的距離,分別表示為:
公式中,α 表示離散點到齒輪軸線的距離,也是搖臺角相位角函數(shù),β 表示離散點到坐標原點的距離,也是刀盤相位角函數(shù),r 表示理論齒面離散點徑矢,p 表示齒輪軸線。
明確離散點坐標值后,采用二元迭代法計算對應點在理論齒面的徑矢和法矢,再將圖 2 所示的坐標系轉(zhuǎn)換為齒輪測量中心坐標系,依據(jù)離散點間坐標可以直接描述齒形誤差。齒輪測量中心坐標系是以位于齒面中心的離散點為參考,設(shè)置該點的加工誤差為 0。設(shè)置測頭從離散點的法矢方向向?qū)嶋H齒面移動,再進行數(shù)據(jù)處理,獲取齒形誤差值。設(shè)置拓撲平面為參考點所在的平面,并設(shè)置切點為坐標原點,根據(jù)齒形誤差值生成可以描述加工誤差的誤差曲面。
計算加工誤差補償修正量
在高精度齒輪加工之前,確保加工機床的安裝參數(shù)在合理范圍內(nèi),再以齒輪齒面離散化誤差測量結(jié)果為基礎(chǔ),設(shè)計以敏感系數(shù)矩陣為核心的誤差補償參數(shù)計算方法。
考慮到高精度齒輪加工后,齒形上方任意一點的誤差是多項機床調(diào)整參數(shù)引起誤差的總體表現(xiàn),也就是說,各項微小誤差產(chǎn)生的變動量相加形成齒面法向誤差。因此,將理論齒面法向誤差描述為:
公式中,t 表示理論齒面表達式,δ 表示法向誤差,u 表示齒面的曲線參變數(shù),ϑ 表示螺旋參數(shù),h 表示齒輪加工機床,H 表示加工機床總項數(shù),ω 表示機床調(diào)整參數(shù)的微小變化量。
考慮到曲線參變數(shù)向量和螺旋參數(shù)向量,均與齒面法矢呈現(xiàn)出垂直關(guān)系,則法向誤差可描述為以下公式:
公式中,ζ 表示齒面數(shù)據(jù)點的法向矢量。在此基礎(chǔ)上,建立齒形法向誤差矩陣:

公式中,c 表示齒面數(shù)據(jù)點,ε 表示齒面數(shù)據(jù)點總數(shù),L 表示機床調(diào)整參數(shù)變化的敏感系數(shù)矩陣。
對公式(5)進行求解,可進一步得出敏感系數(shù)矩陣,將其看作初始變換矩陣。提取敏感度較高的機床調(diào)整參數(shù),作為加工誤差補償?shù)闹匾獙ο螅嬎慵庸ふ`差補償參數(shù)。
結(jié)合法向誤差測量矩陣點和敏感系數(shù)矩陣,在最小二乘分析方法的作用下,計算機床參數(shù)修正量。機床調(diào)整參數(shù)實際修正過程中,為確保加工誤差補償效果較好,且不影響齒輪加工操作。文中依托于比例修正參數(shù)計算方法,引入 SGM 加工思想,針對主要齒輪加工機床調(diào)整參數(shù),設(shè)置對應的修正比例參數(shù),分別負責修正齒形螺旋角、齒形齒長曲率、齒形齒廓曲率以及齒形短程撓率。其中,徑向刀位改變量和角向刀位改變量,在每種比例修正參數(shù)中都屬于不可或缺的內(nèi)容。上述提出的 4 種比例修正參數(shù),分別對應高精度齒輪加工補償誤差所涉及的主要調(diào)整參數(shù),將其與敏感系數(shù)矩陣相結(jié)合,可針對齒形誤差測量結(jié)果計算出最優(yōu)修正值。需要注意的是,比例修正參數(shù)設(shè)置過程中,并未涉及壓力角誤差,這是因為磨齒機砂輪切削刃的壓力角的改變,會對刀具壓力角產(chǎn)生直接影響,從而間接達到補償齒形壓力角誤差的目的。
針對正常狀態(tài)下,高精度齒輪加工機床調(diào)整參數(shù)進行分析,可明確離散點在理論齒面上對應的徑矢、法矢。也就是說,根據(jù)敏感系數(shù)矩陣和比例修正系數(shù)對機床調(diào)整參數(shù)進行修正后,建立加工誤差補償后的齒面方程。采用最優(yōu)化計算方法,針對理論齒面各離散點求取最佳齒形誤差,并對上文設(shè)置的 4 種比例修正參數(shù),分別給定合理的改變倍數(shù),更好地補償齒形誤差值,保證工業(yè)設(shè)備中高精度齒輪的理論齒面和實際齒面保持一致。
實現(xiàn)數(shù)控在機誤差補償
文中以修正量計算結(jié)果為基礎(chǔ),設(shè)計基于數(shù)控程序的補償方法,對機床安裝參數(shù)進行快速修正,實現(xiàn)齒輪加工誤差補償。文中應用以數(shù)控程序為基礎(chǔ)的齒輪加工誤差補償方法,不需要更改加工機床的硬件設(shè)備,保證了誤差補償?shù)撵`活性。以 NC 程序編程模塊為核心,編寫數(shù)控加工補償 NC 代碼,再將其傳遞至高精度齒輪加工系統(tǒng),實現(xiàn)數(shù)控在機誤差補償,該補償方法具體實現(xiàn)模式如圖 3 所示。
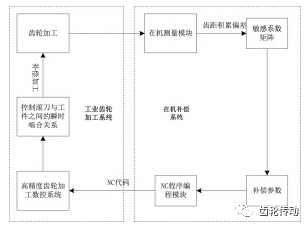
圖 3 齒輪加工誤差在機補償模式
圖 3 所示的齒輪加工誤差在機補償模式運行后,累積偏差修正量主要通過三種方法,分別為滾刀轉(zhuǎn)速的改變、回轉(zhuǎn)工作臺轉(zhuǎn)速的改變和滾刀軸向運動的改變。文中綜合上述三種補償方式,在工業(yè)設(shè)備中高精度齒輪加工誤差補償目標的同時,不影響加工機床的正常嚙合行為。
在機補償系統(tǒng)實踐操作過程中,需要先根據(jù)工作臺與滾刀軸之間的嚙合運用模式,了解高精度齒輪加工的整體數(shù)控代碼,根據(jù)加工誤差補償修正量計算結(jié)果,通過 NC 程序編程模塊,得到補償 NC 代碼。在離散化處理后的齒輪加工過程中,插入加工補償函數(shù),并將 NC 程序輸入結(jié)果傳遞給加工數(shù)控系統(tǒng),完成齒輪加工誤差補償。
二、應用分析
文中以減少工業(yè)設(shè)備中高精度齒輪加工誤差為目的提出一種新的誤差補償技術(shù),為了驗證該技術(shù)的實際應用效果,特進行應用分析。
應用準備
本次實驗以內(nèi)齒圓柱直齒輪為研究對象,針對該齒輪加工過程進行分析,得出表 1 所示的工件和機床調(diào)整參數(shù),作為誤差補償技術(shù)應用效果分析的基礎(chǔ)。
表 1 工件和機床調(diào)整參數(shù)
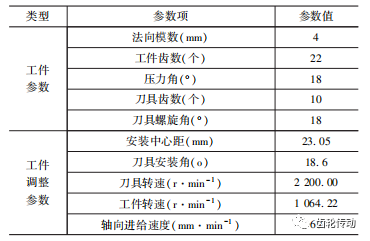
為便于分析文中提出技術(shù)的誤差補償效果,采用人為給定誤差擾動的方式,將中心距誤差、角度誤差和運動精度誤差分別描述為+0. 5 mm、+0. 2°和+2. 5 r/ min。在此條件下進行工業(yè)設(shè)備中高精度齒輪加工,并針對加工后的齒輪進行測量,現(xiàn)場測量情況如圖 4 所示。
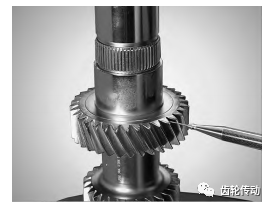
圖 4 齒輪齒形測量示意圖
將高精度齒輪的中心點表示為 0 mm,左側(cè)齒形描述為負數(shù),右側(cè)齒形表示為正數(shù)齒形寬度。則可得到這些誤差綜合影響之下的齒形測量結(jié)果,如圖 5 所示。
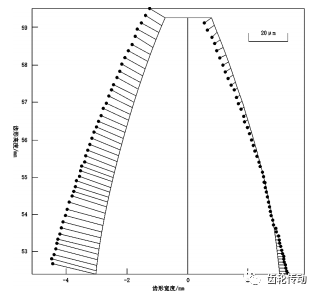
圖 5 誤差綜合影響下齒形測量結(jié)果
根據(jù)圖 5 可知,正常加工狀態(tài)下,左側(cè)齒形的最大法向偏差為 23. 7μm,而右側(cè)齒輪所呈現(xiàn)出的最大法向偏差為 4. 8μm。在上述準備條件下,應用文中提出的誤差補償技術(shù)進行齒輪加工誤差補償,再對比補償后齒形測量結(jié)果,明確所提技術(shù)的可行性。
計算修正量
按照文中研究內(nèi)容,以敏感系數(shù)矩陣法為基礎(chǔ),進行加工誤差補償分析,得出機床調(diào)整參數(shù)修正量,與原始機床調(diào)整參數(shù)相結(jié)合,獲取修正后參數(shù)值如表 2 所示。
表 2 修正后機床調(diào)整參數(shù)
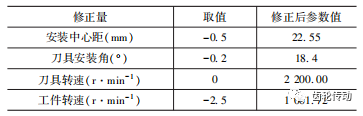
從表 2 可以看出,通過敏感系數(shù)矩陣求解出的機床調(diào)整參數(shù)修正量,與人為給定誤差擾動相符,表明修正量計算結(jié)果真實,將其輸入數(shù)控系統(tǒng)內(nèi),實現(xiàn)高精度齒輪加工誤差補償。
誤差補償結(jié)果分析
運用修正后的齒輪加工機床,再次進行內(nèi)齒圓柱直齒輪加工,對加工后齒輪進行現(xiàn)場測量,得到圖 6 所示的齒形測量結(jié)果。
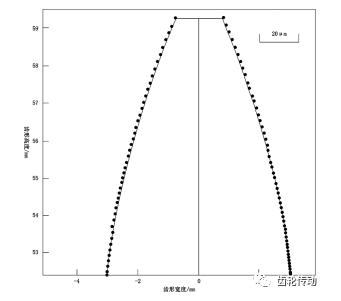
圖 6 加工誤差補償后齒形測量結(jié)果
為更加直觀地描述所提誤差補償技術(shù)的應用效果,分別計算補償前齒輪齒形法向偏差和補償后齒輪齒形法向偏差,得到結(jié)果如圖 7 所示。
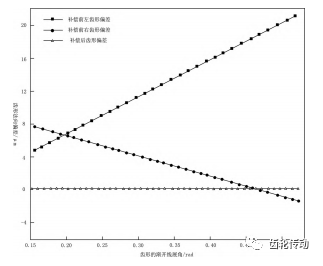
圖 7 加工誤差補償前后齒形法向偏差對比圖
根據(jù)圖 7 所示的補償前后齒形法向偏差對比結(jié)果可知,補償前齒形的左側(cè)齒形法向偏差呈現(xiàn)出不斷上升的趨勢,右側(cè)齒形法向偏差呈現(xiàn)出下降趨勢,但并未保持在誤差為 0 μm 的狀態(tài)。而應用文中所提技術(shù)進行機床參數(shù)修正后,齒輪加工誤差得到補償,補償后左、右齒形的最大法向偏差,均小于 0. 1 μm。對比修正前齒形法 向偏差可以看出,文中提出誤差補償技術(shù)具有極佳的修正效果,確保高精度齒輪加工精度保持在合理范圍內(nèi)。
三、結(jié)束語
文中圍繞工業(yè)設(shè)備中齒輪加工誤差進行研究,提出一種新的誤差補償技術(shù),確保齒輪加工精度滿足高精度要求。從齒輪加工原理入手,對加工產(chǎn)生的誤差深入測量和分析,運用敏感系數(shù)矩陣計算出最優(yōu)修正參數(shù),再通過在機補償技術(shù),在數(shù)控系統(tǒng)的作用下,實現(xiàn)加工誤差補償。從實驗驗證結(jié)果來看,文中提出的補償技術(shù)具有可行性,可實現(xiàn)齒形法向偏差的大幅度降低,保證齒輪加工精度滿足要求。
參考文獻略.