硬零件車削時采用獨特的可轉位刀片獲得高成本效益
作者:Christer Richt
現在,車削淬硬零件的切削刀具及其應用方面的最新進展正在將車削工藝提升到更高的效率水平。作為磨削工序的替換或補充工序,硬零件車削具有諸多優勢 – 獨特的新刀片概念令這種工序更具吸引力。
最近….
最近,兩家制造商在淬硬零件加工的生產效率方面作出了立竿見影的改進 – 生產效率分別提高116%和322%。既無需更換設備,也不用引入新的加工方法,只需在他們各自的數控車床上執行車削工序時改變可轉位刀片的類型即可實現。與之前相比,一種新型的刀片能夠使刀具的進給率較之前提高三倍。眾所周知,進給決定了車削時所花費的切削時間。這樣一來,每年就能節省相當多的生產時間,對成本而言也是如此。
“進給率就是我們將要真正作出改進的地方,正如兩個生產效率改進實例所展示的一樣,”車削應用專家Martin Saunders解釋道。“并且,好消息是,在保證更高的進給率的同時還能夠保持不錯的表面光潔度。例如,0.3 mm/r的進給可生成低于Rz 1微米的表面光潔度,即便進給為0.5 mm/r,所生成的表面光潔度也不會低于Rz 5。若置于一定背景下會發現,當車削零件的常見表面光潔度為Rz 6.3時,您可以看到如果使用具有刀尖和圓角半徑的標準刀片,就需要降低60 – 65%的進給。
使生產效率獲得如此大幅提升的刀片為Xcel型刀片,這種切削刃技術方面的創新對硬零件車削產生了深刻的影響。”
在零件的硬化條件下(無論是通過淬硬還是表面硬化)進行加工具有諸多好處 – 有助于以更有效的方式獲得更高的精度。 作為一種應用愈發廣泛的加工領域,硬零件車削一直是最近一些刀具發展的重點所在。許多年前所克服的一個障礙就是獲得適用的機床,雖然某些車床在穩定性上要優于其他機床,但該加工領域裝夾要求還是比較苛刻,還好大多數現代數控車床的性能相當出色。
硬零件車削….
硬零件車削在切削力方面有其自己的一套要求,并且在正常工況下,刀具上受到的壓力也比加工其它材料更為嚴峻。此外,硬工件材料具有磨蝕性,因此刀具更易磨損且會產生更多熱量。然而也有刀具材料非常適合于該加工領域,此類材料主要為立方氮化硼(CBN),在硬度方面僅次于金剛石。現在,一系列主要成分為CBN顆粒的高性能刀片材質可用于硬零件車削。
Xcel刀片概念將硬零件車削的性能整整提升了一代。另一位應用專家Sacha Kotarac在幫助許多工程公司的過程中積累了豐富經驗,他往往根據表面光潔度來確定刀片的具體應用。“對于精車工序,只要表面光潔度要求可以滿足,我就會盡可能地引入Xcel刀片”,Sacha說道,“并且,對于粗加工工序,我也會盡可能地利用其進給能力。當正常穩定性得到保證時,只要沿著臺肩有足夠的間隙,便可采用Xcel刀片獲得至多0.5 mm/r的進給。我們還談論到進給率兩倍于普通刀具的Wiper(修光刃)刀片。Xcel與Wiper(修光刃)刀片也應看作相互補充,這樣往往可以確保穩定的工序和可預測的加工結果。”
“針對硬零件車削,與我們合作的一家制造企業正計劃將他們的磨床替換為車床。在這種情況下,我們認為最佳的解決方案是粗加工時采用Xcel刀片,隨后的精加工工序則采用具有WG槽形的Wiper(修光刃)刀片。對此我們在他們的機床上進行了一次試驗,并提供了相應的加工結果和切削時間。
其結果是客戶認為值得改變他們所有的零件圖紙,以便留出足夠的間隙充分利用Xcel刀片的加工能力,并且也為我們提供了完全裝配機床的機會。我們建議采用Xcel刀片進行粗加工,當進給率為0.4 mm/r時可生成Ra 0.5微米的表面光潔度。 而對于具有WG槽形的刀片,進給率為0.33 mm/r時可生成Ra 0.42微米的表面光潔度。”
穩定性
穩定性當然是所有CBN材質刀片應用的成功要素,但Xcel刀片更強調這一點。當涉及到Xcel時,為確保具有獲得成功的最佳條件,長徑比應保持在4:1以內。這倒不是說超過此比例刀片就無法工作,而是在該比例以內可提供絕對最佳的切削條件。
標準的圓頭刀片可產生最低的切削力,但進給率嚴格受限于刀尖半徑與表面光潔度之間的關系。具有WH槽形的Wiper(修光刃)刀片在較高的進給率下可獲得良好的表面光潔度,并且對穩定性要求較低。其次,具有WG槽形的Wiper(修光刃)刀片在很高的進給率下可獲得更為理想的表面光潔度,但需要更高的穩定性。當可以使用Xcel刀片時,其表現就獨樹一幟,在高進給率下可獲得較高的表面光潔度,但對穩定性的要求也越高。即使在較低的進給率下,Xcel刀片也能夠生成極好的表面光潔度。當關注的焦點是盡可能減少切削時間時,則應注重進給率與表面光潔度之間的關系。
當刀片使用非常小的主偏角(10度)時,其切深會受到限制 – 但在硬零件車削時切深總是被受限。采用傳統圓頭刀片時,切屑厚度沿著切削刃而變化,但使用Xcel刀片時,切屑厚度薄且均勻,這樣就能提供高進給的加工能力。Xcel概念方面的主要創新是切削刃的直線部分與專門開發的Wiper(修光刃)融為一體的方法,該方法形成了到切削刃縱向后角的過渡。
切深由直刃決定,但對車削而言通常綽綽有余,與磨削相比,車削時往往需要較大的加工余量。執行一次走刀工序可以最合理地利用刀片的加工能力,此時通過切深能力來使用整個切削刃,并且采用表面光潔度所允許的最高進給。 對于半精加工工序,穩定性有時是限制因素。
刀具壽命
采用Xcel刀片概念也使刀具壽命得以提高。對于標準的圓頭刀片,切削刃上的溝槽磨損非常廣泛,這大大限制了其耐用性,而在Xcel刀片上,磨損呈均勻分布。采用Xcel進行改進在一定程度上是由于更短的切削接觸時間會產生更低的溫度,并且沿著更長的直刃擴散。因此,即使大幅提升進給率,采用Xcel刀片也能加工出更多的零件。
Xcel刀片有兩種基于立方氮化硼(CBN)的材質。這種刀具材料具有非常高的熱硬度,能夠抵抗塑性變形,在加工淬硬材料時允許應用較高的進給和切削速度組合。目前所使用的材質也具有良好的韌性和強度以及較高的耐熱沖擊性。此類材質中CBN含量為40到65%,并且含陶瓷粘結劑,在高溫下具有更高的抗化學腐蝕性。由于材質質地堅硬,因此具有抗磨料磨損性。此外,也提供CBN含量更高的材質,其中添加了金屬粘結劑,韌性更高。
連續或斷續切削….
連續或斷續切削對切削刀具提出了不同的要求。為了優化硬零件車削工序,采用最合適的材質就很重要。對于連續精加工車削,尤其是需要最佳耐磨性的表面硬化零件加工,CB7015可提供高金屬去除率與耐用性的完美結合,這種細晶粒材質具有專門開發的陶瓷粘結劑,這樣就能夠使磨損以可控制的方式沿著Xcel刀片的切削刃緩慢蔓延。有或無輕微間斷的連續切削非常適合于此類材質。
當重型斷續切削占上風時,最佳選擇是韌性更強的材質,比如CB7025。當表面存在間斷(例如齒輪或軸槽),并且裝夾不太穩定時,該材質能夠生成更高的表面光潔度。這也是一種含陶瓷粘結劑的現代細晶粒CBN材質,具有足以滿足此類需求的強度。
Xcel背景資料
理想情況下,Xcel刀片的進給率應在0.3到0.5mm/r的范圍之內。采用Xcel刀片時推薦的最大切削深度為0.25 mm。采用CNGX刀片加工到臺肩時,由于刀片形狀特殊而必須作出規定:除非臺肩處有退刀槽設計,否則至少避讓2.7 mm。切削速度最高能達到300 m/min,但推薦值通常介于150到200 m/min之間,切削時首先應確定進給率以獲得更高的加工率,然后確定切削速度以優化生產效率。
理想的零件為大直徑軸、套筒和齒輪,其中涉及到縱向車削和端面加工,并且穩定性良好。工件材料通常為淬硬鋼或表面硬化鋼,可能包含16MnCr5(硬度高于60HRc)或17CrNiMo6。尤其是加工齒輪時存在硬-軟切削,其中外徑處的材料硬度為62 HRc,而中心處的材料硬度則會降至30 HRc。硬度低于45 HRc的工件材料不推薦使用CBN,但在應用和材質均合適的情況下,可以將CBN與硬質合金一起組合使用。
切削可以為連續或斷續切削,就如齒輪輪齒或軸特性一樣,通過選擇合適的刀片材質可以對此類切削進行最佳優化。表面質量通常可達到Rz 1或Ra 0.25 微米,尺寸公差保持在0.01 mm以內。采用高進給可獲得良好的表面光潔度:進給率為0.3 mm/r時,光潔度為Ra 0.3微米;進給率為0.4 mm/r時,光潔度可達Ra 0.5微米;進給率為0.5mm/r時,光潔度可達Ra 0.8微米。
在半精加工能力方面,Xcel刀片將獲得無與倫比的加工率。

圖 1
硬零件車削是淬硬零件(硬度范圍通常在55到65 HRc之內)磨削的替代選擇,兩種加工方法可互為補充。現代CBN材質意味著可提供更多堅固耐用的刀具,目前的刀片技術也促成了生產效率和精加工能力均大幅提升的切削刃。
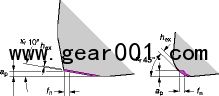
圖 2
將最大切屑厚度作為進給率的基礎時,相比標準圓角刀尖刀片,Xcel提供了更高的進給能力。在較小的主偏角下,直刃所生成的薄切屑可提供更大的生產效率提升空間。銑削時也可利用此概念 – 高進給刀具具有更高的加工能力。

圖 3
Xcel刀片是一種獨特的、已獲專利的刀片概念,特別適合于高效率的硬零件車削,當對表面光潔度和安全性要求較高,并且需要進行具有高材料去除率的粗加工時,XCEL就非常合適。

圖 4
機械鎖定的CBN刀片圓角可提供多刃口刀片所需的強度和安全性,既經濟實用又優化了可靠性。Safe-Lok多圓角技術具有安全焊接的CBN圓角,這使其能夠遠離硬零件車削時所形成的熱切削區。