盡管如此,人們?nèi)栽谂M一步提高電動汽車的能源效率,特別是在考慮到可以達到相應(yīng)續(xù)航里程的前提下。此時,所用變速箱中齒面的表面特性也是一個調(diào)整要素。
通過磨削和隨后的精細磨削或拋光對齒輪進行硬精加工是齒輪加工鏈末端決定質(zhì)量好壞的過程。在此過程中,對使用壽命、安靜運轉(zhuǎn)、功率傳輸和有效利用輸入能量的要求不斷提高。
由于精細磨削和拋光這兩個術(shù)語沒有官方定義,所以KAPP NILES創(chuàng)建了一個定義,這個定義涉及滾動磨削時可達到的表面質(zhì)量( 表1)。
引入了平均粗糙深度Rz和粗糙度的算術(shù)平均值Ra作為對比參數(shù)。很明顯,從某些表面質(zhì)量開始,其他的參數(shù),例如承重比率,比Rz和Ra更能描述表面質(zhì)量的特征。
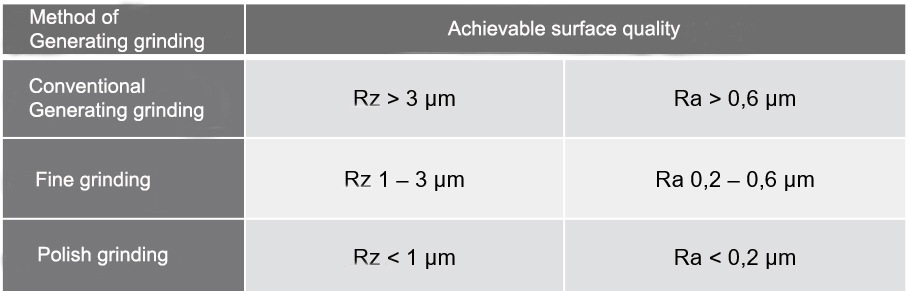
表1:可實現(xiàn)的表面質(zhì)量
為了滿足日益增長的表面要求,不同加工方法也使用不同的刀具,如下所述。
-標準磨削-
在標準滾動磨削時,使用陶瓷結(jié)合的剛玉磨削蝸桿,它只有一種規(guī)格。
-精細磨削-
在精細磨削的多階段組合加工過程中,采用與精細磨削本身不同的其他磨削蝸桿規(guī)格進行預(yù)先磨削(標準滾動磨削)。這兩種規(guī)格都包含陶瓷結(jié)合,但可能有不同的剛玉類型和/或粒度。
-拋光-
在拋光的多階段組合加工過程中,預(yù)先磨削(標準滾動磨削)采用陶瓷結(jié)合的磨削蝸桿,而拋光采用聚氨酯或合成樹脂結(jié)合的磨削蝸桿。
在拋光的一步加工過程中(不與直接預(yù)先磨削結(jié)合),采用聚氨酯或合成樹脂結(jié)合的一體式刀具。
標準磨削
刀具有兩種不同的刀具規(guī)格。在用于精細磨削的區(qū)域中,在修整時降低進給速度(圖1)。由此可以影響工件可實現(xiàn)的表面質(zhì)量。這種修整方法對齒輪的表面質(zhì)量有影響,即使磨削蝸桿只有一個規(guī)格。

下圖顯示了精細磨削前后的齒廓和齒面線測量。此時在嚙合測量的齒廓測量記錄(圖3)中已經(jīng)可以看出這種修整技術(shù)可以顯著改善齒廓形狀偏差(ffα)。
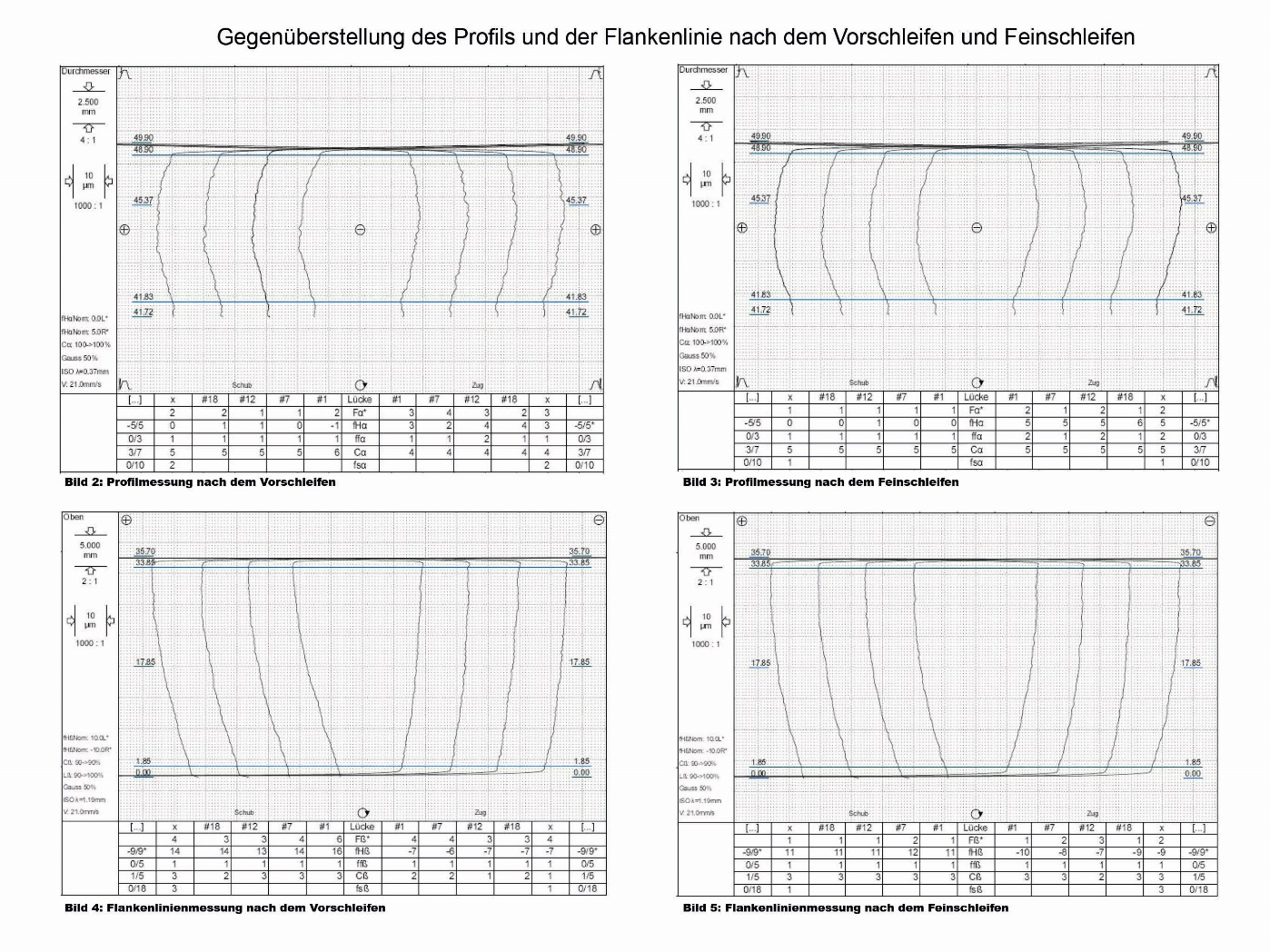
圖圖2_3_4_5
正如預(yù)期的那樣,齒面線測量(圖5)沒有發(fā)生變化,因為根據(jù)最大的速度矢量,磨削凹槽處在齒寬方向中。
從粗糙度測量的圖形比較(圖3和7),可以看出表面已經(jīng)被抹平。但是仍然可以看到粗糙度紋理。也就是說,可以將平均粗糙深度Rz和粗糙度的算術(shù)平均值Ra降低系數(shù)2或3。可以將核心粗糙深度Rk和降低的尖端高度Rpk降低系數(shù)2(參見表2)。
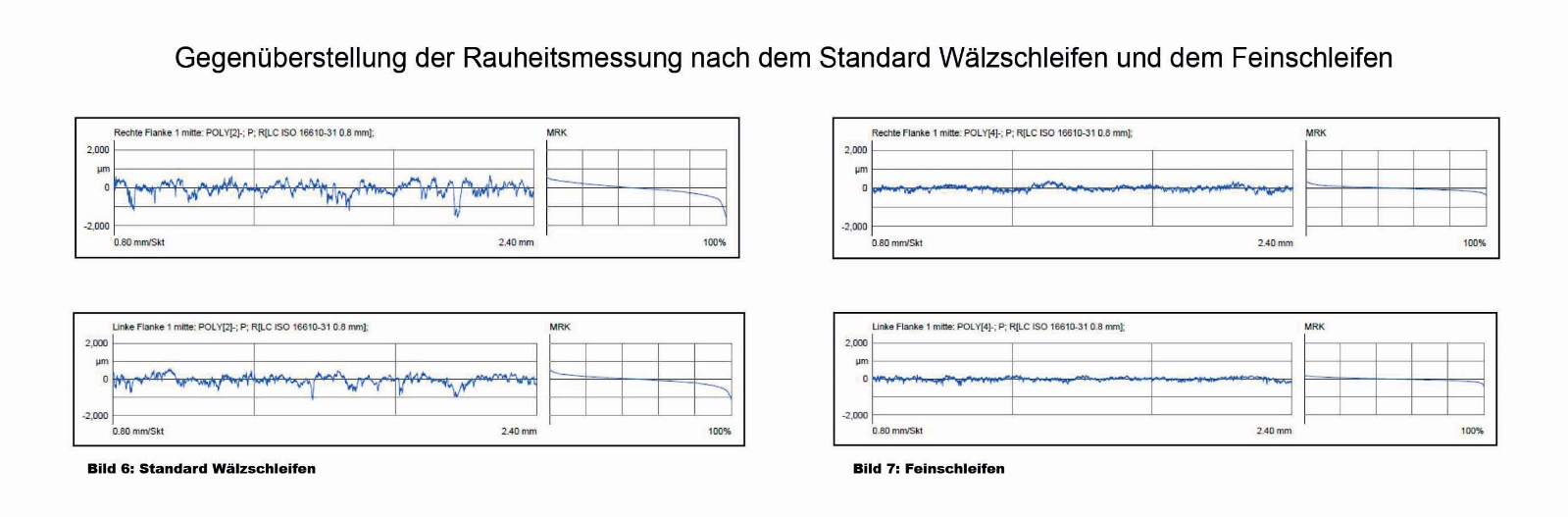
圖3_7

表2:表面參數(shù)比較
噴丸嚙合的拋光
高度精細加工的齒面表面的另一個應(yīng)用領(lǐng)域是用于電動驅(qū)動器和傳統(tǒng)驅(qū)動線路的卡車變速箱。電動卡車現(xiàn)在例如被用于廢物管理或在城市中運送消費品。一些食品折扣店甚至宣傳說,他們的貨物在大城市分店之間的運輸是通過電動卡車進行的。
下面介紹噴丸齒面的拋光。
工作順序如下所示:齒輪在硬化處理后像往常一樣用一體式磨削蝸桿進行滾動磨削。因此去除現(xiàn)有的加工余量(包括硬化變形)并生成最終的工件幾何形狀。然后對工件的齒面進行噴丸處理。噴丸的背后是齒面表面的加固,這里的齒面表面用于延長齒輪的使用壽命并且因此用于延長變速箱的使用壽命。在最后一個工作步驟中,在滾動磨床上通過一體式聚氨酯結(jié)合的刀具拋光齒面。
拋光可以去除噴丸產(chǎn)生的微凸起。不需要消除所有凹陷。
在圖8中對兩個齒輪進行比較。此圖左側(cè)顯示噴丸后的工件,右側(cè)顯示齒面拋光后的工件。

圖8:兩個工件的比較
下面圖9 10 這兩張圖片顯示齒廓幾何形狀的基本比較。在圖10中,可以清楚地看到拋光帶來的波紋減少。齒廓的基本幾何形狀不受影響。齒廓角度偏差fHα、齒廓凸度Cα和頂部后移Cαa 在傳統(tǒng)的滾動磨削加工中,是在噴丸之前生成。
和圖11 12顯示齒面線幾何形狀的比較。噴丸后齒面線測量的測量記錄顯示在圖11中。這里可以清楚地看到約為7 µm的齒面線形狀偏差ffβ。圖12 顯示加工系列中的另一個工件,這里是拋光后的齒面線測量。
齒面線的基本幾何形狀不受影響。齒面線角度偏差fHβ和齒面線凸度Cβ在傳統(tǒng)的滾動磨削加工中,是在噴丸之前生成。如圖12 所示,齒面線形狀偏差ffβ減少一半。
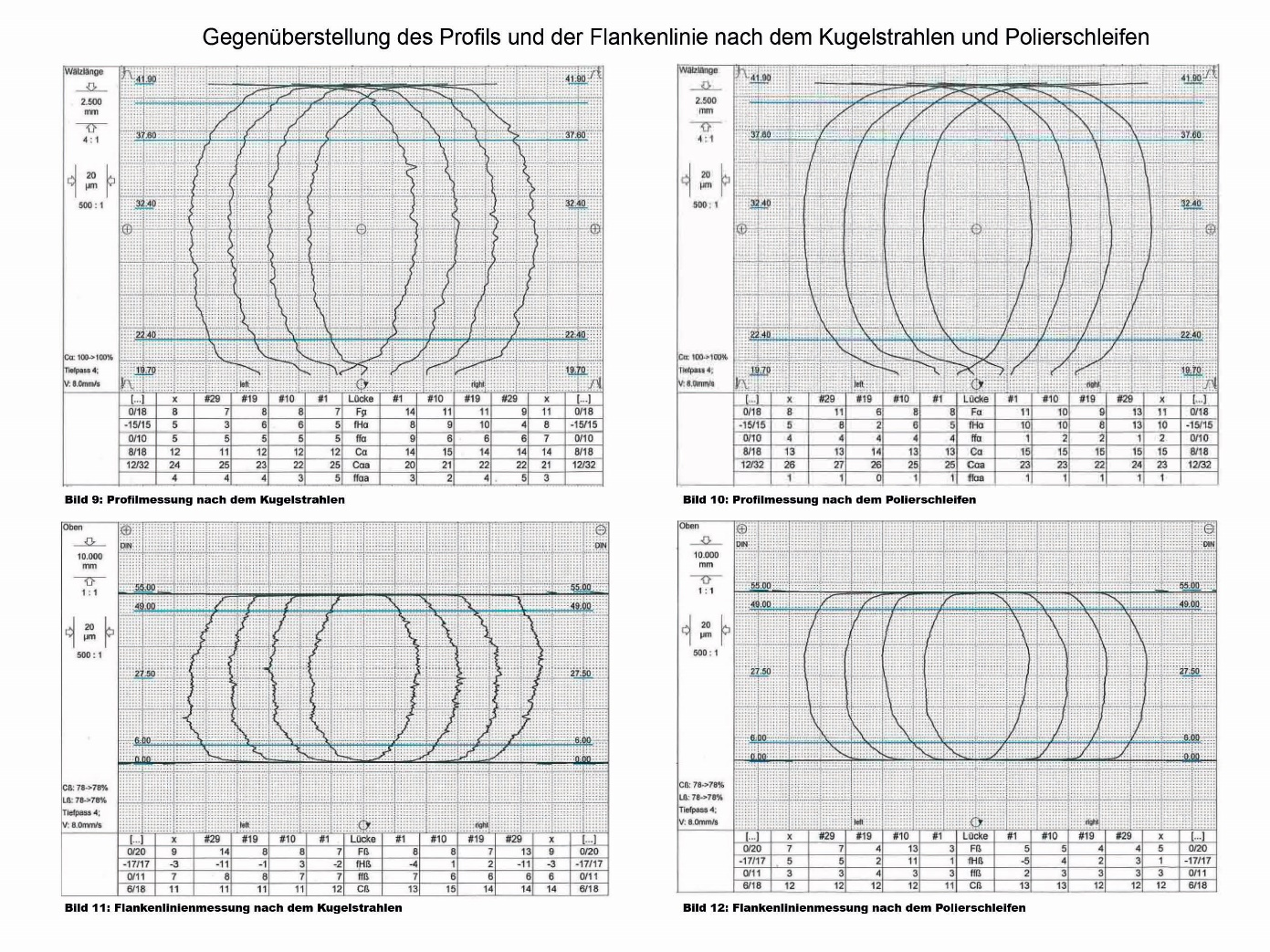
圖9_10_11_12
現(xiàn)在還比較表面質(zhì)量,作為最終評估標準(圖13_143和14)。噴丸后,粗糙度的算術(shù)平均值Ra約0.85µm,明顯高于通常要求的質(zhì)量。同樣,數(shù)值Rz約為5.8µm,對于所需應(yīng)用來說太大了。
拋光后,參數(shù)Ra和Rz表現(xiàn)出非常小的數(shù)值。這些數(shù)值在這里已經(jīng)無法充分描述表面質(zhì)量了。
這里其實是由材料承重比率Rmr或“降低的尖端數(shù)值”Rpk連同核心粗糙度數(shù)值Rk來進行描述。這里有各種各樣的評估,以描述所達到的表面質(zhì)量。
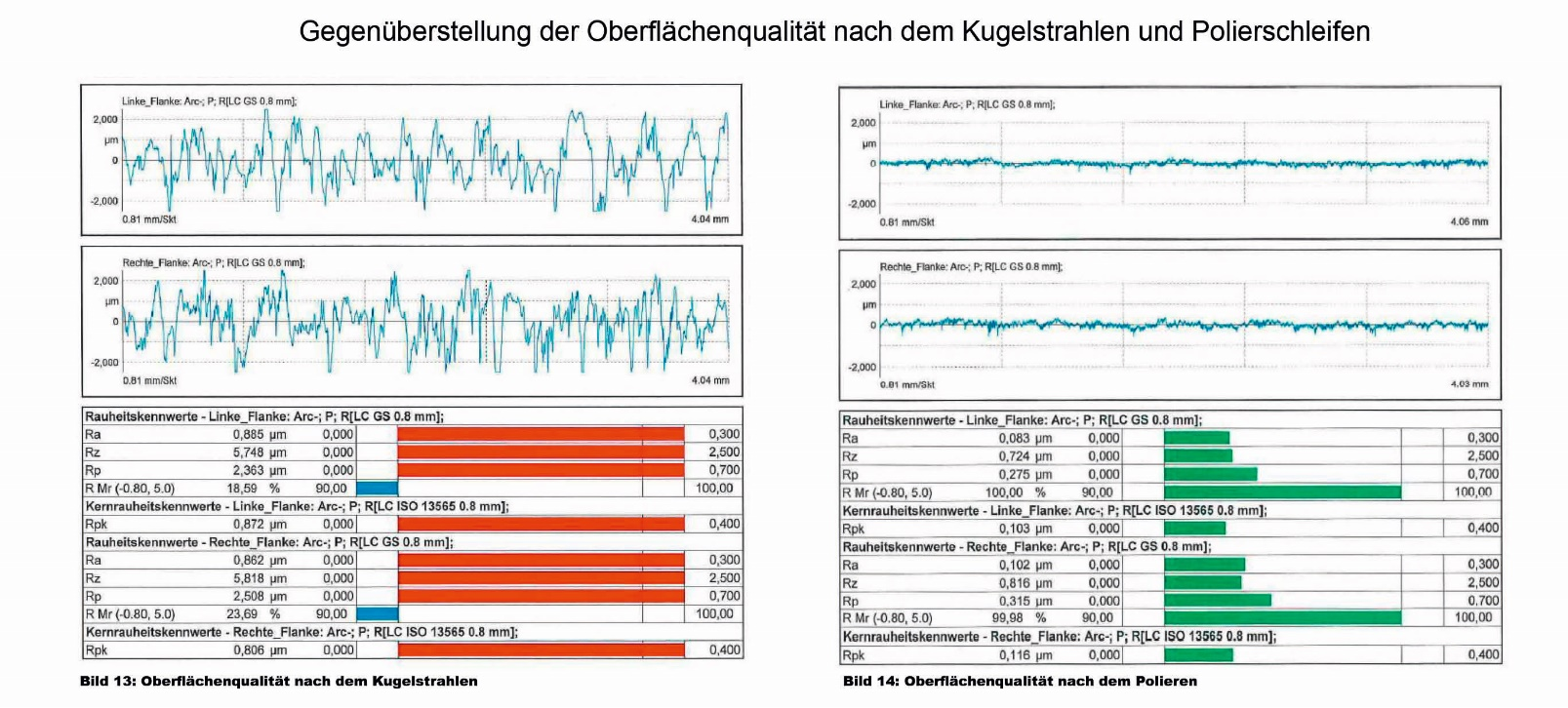
圖13_14
此處所示的生產(chǎn)順序?qū)⒁韵聝?yōu)點匯聚在一起:
- 通過傳統(tǒng)的滾動磨削實現(xiàn)幾何形狀精度
- 通過噴丸強化表面
- 通過拋光獲得高精細表面
這條工作鏈有助于提高現(xiàn)在和未來變速箱的效率和使用壽命。