在航空航天零件的加工中,主要的挑戰與零件材料相關。鈦合金、高溫超級合金(HTSA)和耐蠕變鋼的切削加工困難,是整個飛機供應鏈的加工瓶頸。這些材料的機械加工性能差,導致切削速度低,大大降低了生產率,縮短了刀具壽命。而這些因素都與刀具直接相關。事實上,當處理難以加工的典型航空航天材料時,刀具的功能性決定了現有生產力的水平。實際情況是,切削刀具的發展滯后于機床,而這種差距限制了高端機床在制造航空部件時性能的發揮。
現代飛機,特別是無人機(UAV),復合材料的應用比例顯著增加。復合材料的高效加工需要特殊刀具,這是航空航天工業技術飛躍的焦點所在。
航空級鋁材仍是機身部件廣泛使用的材料。鋁的加工看似簡單,但選擇合適的刀具是成功地高效加工鋁所需的密鑰。
復雜的零件形狀是渦輪發動機技術的一大特征。大多數幾何形狀復雜的航空發動機部件都是在腐蝕性極強的環境下工作,并由難以切削的材料制成,如鈦合金和高溫超級合金(HTSA),以確保所需的壽命周期。復雜的形狀、機械加工性能差和高精度的需求相結合形成了生產制造這些零件的主要困難。先進的多軸加工中心可實現各種去除余量的策略,從而更有效地加工復雜輪廓。但是刀具是直接與零件接觸的,對加工的成敗有很大的影響。過度的刀具磨損會影響零件表面精度,而不可預測的刀具斷裂則可能導致整個零件報廢。
先進的多任務加工機床、瑞士型車床和安裝動力刀座的車床深刻改變了小型零部件的制造工藝,如飛機上各種液壓和氣動系統、致動器和附件。因此,航空航天工業需要越來越多針對這些先進機床而設計的特殊刀具,以達成加工效率最大化。
切削工具——制造系統中最小的元素——成為顯著提高性能的關鍵支撐。因此,航空航天零件制造商們和機床制造商們亟需刀具制造商提供技術創新的解決方案,使切屑去除率達到新水平。解決方案的目標很明確:提高生產率和延長刀具壽命。加工具有復雜形狀的特殊航空零件和大型機身部件需要一個可預測的刀具壽命周期,以進行可靠的工藝規劃,并及時更換失效的刀具或可更換的切削部件(如刀片)。
刀具制造商在尋找理想解決方案方面的選擇有限,也許只能從刀具材料、刃口形狀和靠譜的魯棒性設計這些方面考量。盡管選擇有限,刀具制造商仍全力以赴提供新一代刀具,以滿足航空航天業不斷增長的需求。雖然新冠病毒嚴重阻礙了產業的發展,但這并不意味著產業需求的減少。最新的刀具設計充分證明了刀具制造商對航空零部件生產需求的響應。
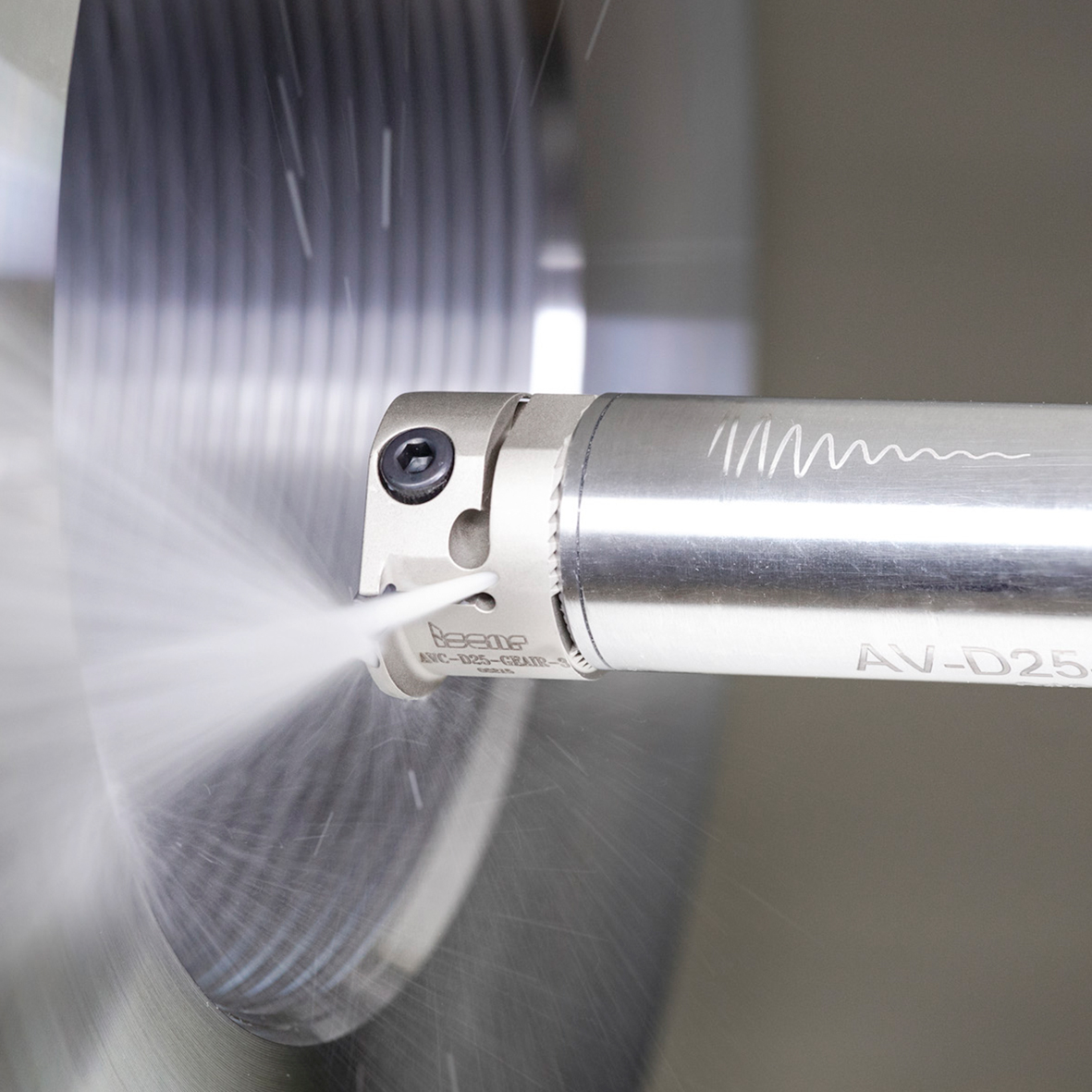
冷卻射流
在加工鈦合金和高溫超級合金(HTSA)和耐蠕變鋼時,高壓冷卻(HPC)是提高性能和加工效率的有效工具。精準直達的高壓冷卻射流(HPC)可以顯著降低切削區域的溫度,確保形成小的片狀切屑。與傳統冷卻方式相比,這有助于獲得更高的切削參數和更長的刀具壽命。精準直達的高壓冷卻HPC越來越多地應用于難切削材料的加工,是航空航天零部件制造的一個明確趨勢。因此,刀具制造商們認為高壓冷卻HPC刀具是一個重要研發方向。
伊斯卡,刀具制造領域的領軍企業之一,擁有豐富多樣的高壓冷卻刀具品種。2020年,伊斯卡通過引入“經典”HELI2000和HELIMILL可轉位刀片的新型雙刃銑刀擴展了其產品范圍(圖1)。這一步是伊斯卡開發該產品系列的又一里程碑式產品系列。

上世紀九十年代,由伊斯卡首推的可轉位銑刀HELIMILL系列,夾持螺旋刃銑刀片。新設計使得刀片裝夾于刀體后形成的刀片前角及后角保持恒定,進而使得切削輕快平順,顯著降低機床功率消耗。HELIMILL銑刀的設計理念成為90°主偏角可轉位銑刀設計中被大家廣為熟知并認可的概念。
通過對HELIMILL銑刀的逐步修正與改進,伊斯卡增添了相同理念下額外的銑削產品系列和具有更多切削刃的刀片。優異的性能及豐富的刀具周邊產品使其在機加工行業應用廣泛。因此,在經過驗證的HELIMILL系列中添加現代高壓冷卻HPC刀具設計是對客戶需求的徑直響應,也是下一步需要開發的刀具系列。
在車削方面,伊斯卡大大擴展了其組裝模塊化刀具產品系列,其中包括帶有可轉位刀片的刀桿及可換式刀頭。通過使用鋸齒接觸面連接,這些刀具可適用于搭載不同形狀刀片的各種刀頭,包括螺紋車削和標準ISO車削刀片,針對不同應用均更具靈活性。
伊斯卡提供沿襲傳統設計和抗振設計的刀桿,并根據應用進行區別:圓柱柄或多邊形錐柄。圓柱頭銑刀的一個共同特點是內冷卻射流直接輸送到所需的刀片切削刃(圖2)。根據圓柱柄刀具直徑的不同,冷卻射流最大壓力從30bars至70 bars不等。而帶有多邊形錐柄的刀具可實現300 bars的超高壓冷卻。通過降低切削區域溫度和改善切屑控制及排屑,冷卻射流的充分供給提高了刀具壽命。在航空航天業中應大幅增加這一產品系列的應用。
鉆孔解決方案
復合材料加工充滿了各種陷阱與缺陷。復合材料的高耐磨性加快了刀具磨損,這縮短了刀具壽命,影響了刀具性能。鉆孔是復合材料加工中最常見的切削操作,因此即使是鉆孔刀具在功能上的微小改進也是至關重要的。
伊斯卡開發了一系列專門針對復合材料加工的新型鉆頭。為了提高耐磨性,這些鉆頭的切削刃部分通常都由超硬聚晶金剛石(PCD)或金剛石涂層制成。根據鉆頭直徑的不同,鉆尖可以使用整體PCD刀頭或PCD焊片,在這兩種情況下都可以重新修磨5次。CVD金剛石涂層整體硬質合金鉆頭另一個獨特的設計點是:主切削刃呈折線狀。在加工復合材料時,更容易產生加工振動。切削刃的折線形設計大大減少了分層和毛刺,特別是在加工碳纖維增強塑料(CFRP)和碳纖維層壓板時。
除復合材料,金剛石涂層鉆頭也適用于加工其他耐磨的工程材料。如有必要,也可提供帶內冷卻通孔的選項。
小直徑深孔的鉆削是制造航空航天零件的一種常見作業。伊斯卡的新型整體硬質合金鉆頭直徑范圍為3-10 mm(0.125"-0.391")(圖3),專門用于這類作業。該鉆頭系列結合了鉆尖形狀、雙導向條設計、拋光的排屑槽、復合涂層和內冷卻通孔,在難加工的奧氏體不銹鋼及耐蠕變鋼和鐵基合金加工中,可實現一次進刀達成50xD鉆深比。

無懼任何復雜加工應用
因空氣動力學的定義,航空發動機渦輪、壓氣機、葉輪和整體葉片轉子(IBR)需要具備復雜形狀。旨在提高航空發動機效率的新發展又進一步增加了這種復雜性。技術的進步帶來了生產成型零件的新方法,特別是3D打印,這大大減少了工件材料的余量。然而,在制造形狀復雜的航空航天零件的最終成形方法中,機加工仍然是最常見的方法。五軸加工和CAD/CAM系統的進步豐富了制造商的解決方案,以克服零件生產中的困難。
在具有復雜形狀表面航空航天零件的五軸加工中,鼓形銑刀具有良好的應用前景。伊斯卡已開發了一系列直徑范圍8 – 16mm(.312" - .500")的鼓形銑刀,有兩種設計結構:整體硬質合金立銑刀及帶有變形金剛螺紋接口的可換頭式刀具。將這些刀具應用于加工中可有效優化葉片的生產制造。
可靠的多任務處理
在緊湊型多任務機床和瑞士型車床上進行加工時,能否有效排屑很大程度上取決于刀具的正確選擇。為了提高生產率,需要最大限度地保持刀具的剛度和最小化刀具的懸伸以在受限空間加工作業。
最近,伊斯卡推出了NEOCOLLET卡簧夾頭,新款刀夾系列,提供了一種替代ER卡簧用于夾緊刀具的方案。該系列適配的典型刀柄之一是錐柄,可直接內置于彈簧夾頭刀柄中(圖4),確保剛性和可靠的連接,以提高刀具性能。新系列可夾持伊斯卡硬質合金T型可換槽面銑刀頭的夾具。

如前所述,采用高壓冷卻可以極大地改善加工結果,特別是在加工鈦、高溫超級合金(HTSA)和難加工的不銹鋼時,這些材料是飛機液壓和氣動系統以及小型配件的主要材料。新型車刀系列具有方柄和螺絲夾緊的55°菱形刀片,采用HPC技術,便于在小直徑零件上進行縱向車削、端面車削和仿形車削(圖5)。

所有案例都說明了刀具制造商正試圖尋找更為有效的解決方案,以滿足航空航天工業的新要求。由于新冠病毒的影響,工業增長放緩,飛機產量減少,但刀具制造商對合作伙伴需求的關注并未減弱。相反,伊斯卡已經開發了新的先進切削刀具,并努力將其成功升級應用于即將恢復的飛機生產中。