數控機床已成為機械加工車間的主流設備,一般小型數控加工車間的刀具配備量多達上千把,再加上其配套零部件,總量上萬把,品種上百種。隨著刀具在數量和種類上急劇增加,生產車間各種類型及規(guī)格的標準和非標準刀具并存,大量刀具頻繁地在刀具庫房與機床、機床設備之間流動和交換。當前國內加工車間多靠手工方式和紙質條碼管理刀具。紙質條碼在油污環(huán)境下容易污損,刀具壽命也只能靠經驗判斷。由于缺乏刀具,造成很多加工流程停止,機床操作工需耗費大量時間在查找刀具上。隨著數控機床種類及新產品種類的增加,現有刀具管理方案已不能滿足需求,故引入無線射頻技術(RFID)。
RFID是20世紀90年代興起的一種非接觸式的自動識別技術,具有快速掃描、體積小、抗污染能力和耐久性強、可重復使用、穿透性和無屏障閱讀、數據記憶容量大安全性強等特點,因此在生產數據采集、監(jiān)控、數據傳遞方面具有巨大的應用潛力。本文以無線射頻技術為基礎,將RFID芯片安裝在刀具的刀柄上,實現刀具信息的采集與管理,降低綜合生產成本。
1 刀具管理行業(yè)現狀及需求
國內外從事刀具管理研究的專家開發(fā)出很多刀具管理軟件,但無法滿足刀具管理的全部要求,現有刀具管理存在以下問題:
①無法分析刀具的整個壽命周期的記錄和數據,只是在時間點上實現刀具信息的采集與監(jiān)控,無法獲得未加工時的數據;
②傳統刀具管理缺乏M2M(Machine to Machine)信息交互,無法實現集成化管理;
③現有刀具管理方案以滿足生產需求為目的,未考慮刀具整個生命周期內的成本問題。
為解決上述問題,實現制造業(yè)更加智能化自動化的目標,急需引入新的技術手段來管理刀具信息。勁勝精密組件股份有限公司在手機組件精密加工過程中,針對刀具在機床中的使用進行智能化管理,將刀具參數傳遞給機床,使刀具加入機床刀庫,供加工程序進行調用。刀具加工完成時,將刀具生產時間寫入刀具的RFID中,實現刀具實時信息采集,刀具狀態(tài)跟蹤等功能。
2 刀具信息管理系統參數采集及設定
刀具信息管理系統是指在制造單元內的機器設備(如數控機床、對刀儀等)及RFID讀寫器進行通訊的基礎上,利用無線射頻技術、CNC與RFID讀寫器采取串口通訊技術,實現刀具在其生命周期內的信息監(jiān)控與存儲管理。刀具整個生命周期一般包括計劃、采購、標識、入庫、借出、裝配、使用、歸還、重磨、報廢等。本文采用思谷數字技術有限公司(sygole)設計的刀具,刀柄上裝有RFID標簽,刀柄如圖1所示,RFID讀寫標簽的時間為500ms。

機床刀具管理的前提條件是刀具已經進行組刀,并通過對刀儀對刀。為了實現刀具相應的功能,機床需要進行刀庫初始化,將刀具加工時間寫入刀柄RFID中。由于高頻RFID的讀寫距離比較短,所以在讀寫刀柄的RFID時,要將天線通過氣動裝置靠近RFID標簽。
(1)機床刀庫初始化
要實現數控刀具信息的智能化傳輸,首先要依靠數控機床。為確保在刀具裝入機床時自動入刀庫,并將刀具參數從RFID標簽讀入到機床刀庫中,需對機床刀庫進行初始化操作,具體流程說明如下:
①在機床有刀具變動時,需要機床控制刀盤轉動一周(見圖2),將所有刀具重新初始化到機床刀庫;
②對每把刀需要進行如下操作:CNC通過指令驅動氣缸頂升RFID讀頭,氣缸到位后,CNC獲取感應開關狀態(tài),啟動RFID讀寫器工作;氣缸狀態(tài)維持500ms,CNC通過串口通訊驅動RFID讀寫器對刀柄RFID芯片進行讀取操作;收回氣缸,CNC檢測氣缸磁感應開關到位后,刀具繼續(xù)運轉;
③需要控制的功能:在CNC操作界面加一個按鈕,每按一次該按鈕刀盤自動旋轉一周,確保每次換刀都能轉動一周,初始化機床刀庫;不允許直接將刀安裝到機床的刀庫刀柄。

(2)刀具生產時間記錄
在卸(組)刀時,會將刀具的生產量(加工時間)寫入到刀具管理系統中。將機床加工時間寫入刀柄的RFID中的流程如下:
①在機床卸刀前或組刀后,機床記錄使用的刀具,旋轉刀盤,逐個寫入刀具加工時間;
②氣缸狀態(tài)維持500ms,CNC通過串口通訊驅動RFID讀寫器并對刀柄RFID芯片進行寫入操作;
③收回氣缸,CNC檢測氣缸磁感應開關到位后,刀盤繼續(xù)轉動。
要保證上述方案操作順利進行,需在CNC操作界面增加一個按鈕,在卸刀前或組刀后,按一次按鈕,使機床旋轉一周,并寫入刀具使用時間,最終完成刀具壽命的控制。在進行方案流程操作時,應注意操作規(guī)范。方案流程如圖3所示。
(3)RFID芯片中刀具數據存儲
刀具編碼是確定刀具身份唯一性的重要信息,將其寫入RFID,通過刀具編碼來管理每一把刀具。在編寫相應程序時,可根據刀具的規(guī)格型號確定刀具的名義直徑、名義長度及相應程序,然后根據實際情況給予相應的直徑補償和長度補償。由于同一把刀具可以安裝在不同的機床上,同一臺機床也可以加工不同產品,加工產品時,也可能出現異常情況,故在加工時,需要展示以上加工信息。可通過程序控制,在加工過程動態(tài)展示報表顯示刀具編碼、加工產品、產品數量、異常信息等以及RFID記錄中的刀具編碼、刀具壽命、刀具已使用時間等信息。
3 硬件系統構成及軟件開發(fā)
硬件由電子標簽(RFID)、天線、讀寫器及相關數據接口構成(見圖4)。RFID標簽為數據載體,由芯片及耦合元件組成,每個RFID標簽都具有唯一的電子編碼;RFID標簽天線是RFID電子標簽的應答器天線,通過通信感應來傳遞標簽與控制器之間的無線射頻信號,讀寫器是用來讀取或寫入RFID標簽信息的設備。
該系統為分布式應用系統,采取C/S模式更利于該系統運行。系統開發(fā)平臺為微軟公司的Visual Studio2010.NetFramework3.5及以上版本,采用C#開發(fā),數據庫為ORACLE。
系統采用的RFID編碼塊為EEPROM存儲類型,由于一般機床數控系統配備COM串行通訊接口,故采用RS232通訊協議。刀具使用壽命需要實時更新,為保證存儲數據的實時性,在更換刀具時及時更新芯片中的刀具信息,將數控系統NCK變量中的壽命數據寫入RFID芯片。
小結
通過在刀具上安裝RFID標簽用于刀具全生命周期的生命識別和信息讀寫,在數控機床等設備主機上安裝讀寫器,作為RFID標簽與主要控制系統之間信息交互接口,利用RFID標簽作為信息載體實現刀具與主機以及主機與主機之間的信息交互,以實現刀具壽命的預測。新的解決方案可實現刀具全生命管理,降低刀具庫存20%,降低刀具成本10%,減少準備時間15%,提升設備效率10%,縮短交期10%,降低綜合成本15%以上。
RFID是20世紀90年代興起的一種非接觸式的自動識別技術,具有快速掃描、體積小、抗污染能力和耐久性強、可重復使用、穿透性和無屏障閱讀、數據記憶容量大安全性強等特點,因此在生產數據采集、監(jiān)控、數據傳遞方面具有巨大的應用潛力。本文以無線射頻技術為基礎,將RFID芯片安裝在刀具的刀柄上,實現刀具信息的采集與管理,降低綜合生產成本。
1 刀具管理行業(yè)現狀及需求
國內外從事刀具管理研究的專家開發(fā)出很多刀具管理軟件,但無法滿足刀具管理的全部要求,現有刀具管理存在以下問題:
①無法分析刀具的整個壽命周期的記錄和數據,只是在時間點上實現刀具信息的采集與監(jiān)控,無法獲得未加工時的數據;
②傳統刀具管理缺乏M2M(Machine to Machine)信息交互,無法實現集成化管理;
③現有刀具管理方案以滿足生產需求為目的,未考慮刀具整個生命周期內的成本問題。
為解決上述問題,實現制造業(yè)更加智能化自動化的目標,急需引入新的技術手段來管理刀具信息。勁勝精密組件股份有限公司在手機組件精密加工過程中,針對刀具在機床中的使用進行智能化管理,將刀具參數傳遞給機床,使刀具加入機床刀庫,供加工程序進行調用。刀具加工完成時,將刀具生產時間寫入刀具的RFID中,實現刀具實時信息采集,刀具狀態(tài)跟蹤等功能。
2 刀具信息管理系統參數采集及設定
刀具信息管理系統是指在制造單元內的機器設備(如數控機床、對刀儀等)及RFID讀寫器進行通訊的基礎上,利用無線射頻技術、CNC與RFID讀寫器采取串口通訊技術,實現刀具在其生命周期內的信息監(jiān)控與存儲管理。刀具整個生命周期一般包括計劃、采購、標識、入庫、借出、裝配、使用、歸還、重磨、報廢等。本文采用思谷數字技術有限公司(sygole)設計的刀具,刀柄上裝有RFID標簽,刀柄如圖1所示,RFID讀寫標簽的時間為500ms。
圖1 裝有RFID標簽的刀柄和RFID標簽
機床刀具管理的前提條件是刀具已經進行組刀,并通過對刀儀對刀。為了實現刀具相應的功能,機床需要進行刀庫初始化,將刀具加工時間寫入刀柄RFID中。由于高頻RFID的讀寫距離比較短,所以在讀寫刀柄的RFID時,要將天線通過氣動裝置靠近RFID標簽。
(1)機床刀庫初始化
要實現數控刀具信息的智能化傳輸,首先要依靠數控機床。為確保在刀具裝入機床時自動入刀庫,并將刀具參數從RFID標簽讀入到機床刀庫中,需對機床刀庫進行初始化操作,具體流程說明如下:
①在機床有刀具變動時,需要機床控制刀盤轉動一周(見圖2),將所有刀具重新初始化到機床刀庫;
②對每把刀需要進行如下操作:CNC通過指令驅動氣缸頂升RFID讀頭,氣缸到位后,CNC獲取感應開關狀態(tài),啟動RFID讀寫器工作;氣缸狀態(tài)維持500ms,CNC通過串口通訊驅動RFID讀寫器對刀柄RFID芯片進行讀取操作;收回氣缸,CNC檢測氣缸磁感應開關到位后,刀具繼續(xù)運轉;
③需要控制的功能:在CNC操作界面加一個按鈕,每按一次該按鈕刀盤自動旋轉一周,確保每次換刀都能轉動一周,初始化機床刀庫;不允許直接將刀安裝到機床的刀庫刀柄。
圖2 轉塔式刀盤
(2)刀具生產時間記錄
在卸(組)刀時,會將刀具的生產量(加工時間)寫入到刀具管理系統中。將機床加工時間寫入刀柄的RFID中的流程如下:
①在機床卸刀前或組刀后,機床記錄使用的刀具,旋轉刀盤,逐個寫入刀具加工時間;
②氣缸狀態(tài)維持500ms,CNC通過串口通訊驅動RFID讀寫器并對刀柄RFID芯片進行寫入操作;
③收回氣缸,CNC檢測氣缸磁感應開關到位后,刀盤繼續(xù)轉動。
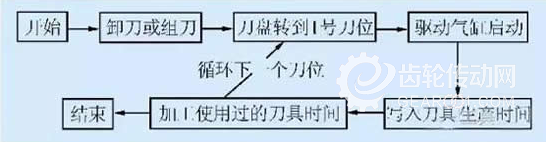
要保證上述方案操作順利進行,需在CNC操作界面增加一個按鈕,在卸刀前或組刀后,按一次按鈕,使機床旋轉一周,并寫入刀具使用時間,最終完成刀具壽命的控制。在進行方案流程操作時,應注意操作規(guī)范。方案流程如圖3所示。
圖3 方案流程
(3)RFID芯片中刀具數據存儲
刀具編碼是確定刀具身份唯一性的重要信息,將其寫入RFID,通過刀具編碼來管理每一把刀具。在編寫相應程序時,可根據刀具的規(guī)格型號確定刀具的名義直徑、名義長度及相應程序,然后根據實際情況給予相應的直徑補償和長度補償。由于同一把刀具可以安裝在不同的機床上,同一臺機床也可以加工不同產品,加工產品時,也可能出現異常情況,故在加工時,需要展示以上加工信息。可通過程序控制,在加工過程動態(tài)展示報表顯示刀具編碼、加工產品、產品數量、異常信息等以及RFID記錄中的刀具編碼、刀具壽命、刀具已使用時間等信息。
3 硬件系統構成及軟件開發(fā)
硬件由電子標簽(RFID)、天線、讀寫器及相關數據接口構成(見圖4)。RFID標簽為數據載體,由芯片及耦合元件組成,每個RFID標簽都具有唯一的電子編碼;RFID標簽天線是RFID電子標簽的應答器天線,通過通信感應來傳遞標簽與控制器之間的無線射頻信號,讀寫器是用來讀取或寫入RFID標簽信息的設備。
該系統為分布式應用系統,采取C/S模式更利于該系統運行。系統開發(fā)平臺為微軟公司的Visual Studio2010.NetFramework3.5及以上版本,采用C#開發(fā),數據庫為ORACLE。
系統采用的RFID編碼塊為EEPROM存儲類型,由于一般機床數控系統配備COM串行通訊接口,故采用RS232通訊協議。刀具使用壽命需要實時更新,為保證存儲數據的實時性,在更換刀具時及時更新芯片中的刀具信息,將數控系統NCK變量中的壽命數據寫入RFID芯片。
小結
通過在刀具上安裝RFID標簽用于刀具全生命周期的生命識別和信息讀寫,在數控機床等設備主機上安裝讀寫器,作為RFID標簽與主要控制系統之間信息交互接口,利用RFID標簽作為信息載體實現刀具與主機以及主機與主機之間的信息交互,以實現刀具壽命的預測。新的解決方案可實現刀具全生命管理,降低刀具庫存20%,降低刀具成本10%,減少準備時間15%,提升設備效率10%,縮短交期10%,降低綜合成本15%以上。